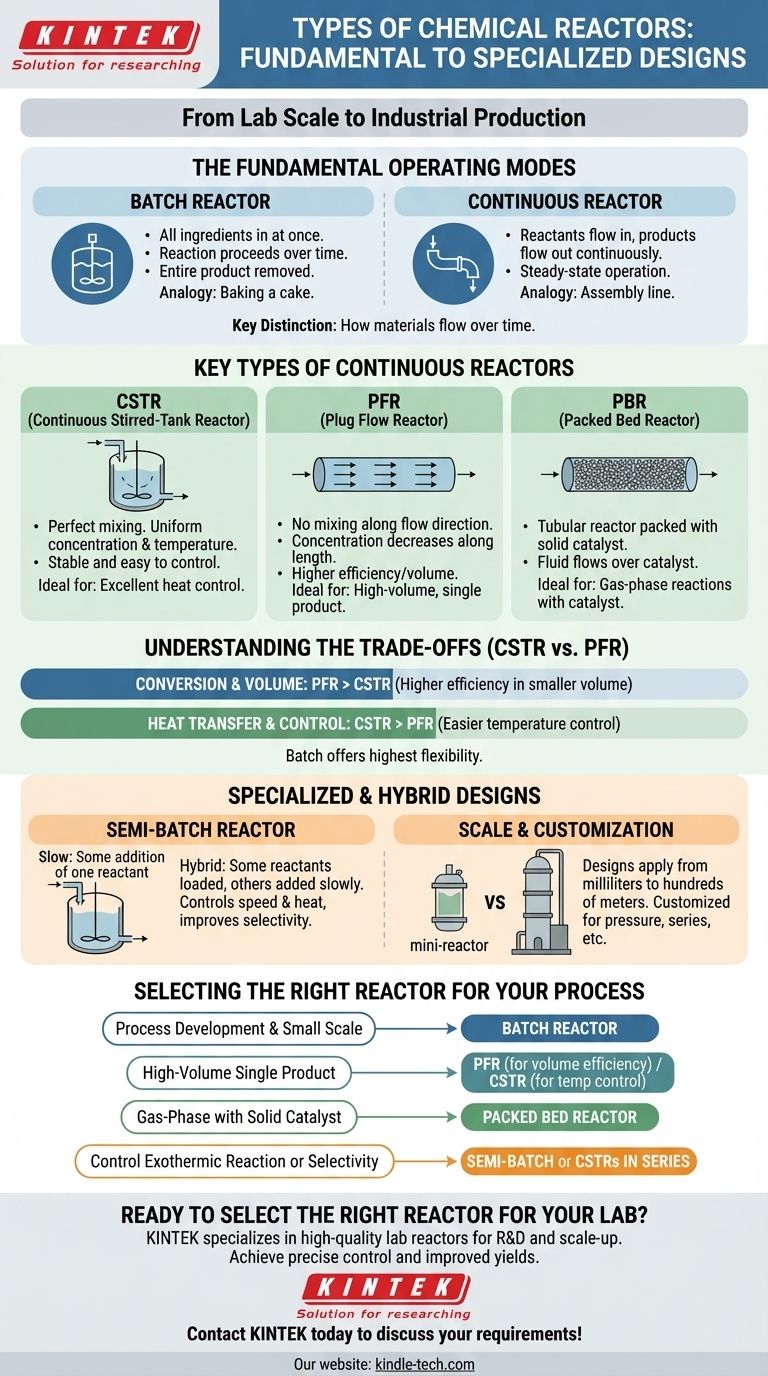
At their core, chemical reactors are classified by their mode of operation. The two fundamental types are Batch reactors, where reactants are loaded all at once, and Continuous reactors, where reactants constantly flow in and products flow out. From these two principles, several key designs emerge to suit different chemical processes and production scales.
The most critical decision in chemical engineering is not choosing the "best" reactor, but selecting the right reactor type for your specific reaction kinetics, desired production volume, and operational goals. Understanding the trade-offs between batch and continuous operation is the foundation of this choice.

The Fundamental Operating Modes
The primary distinction between reactor types is how they handle the flow of materials over time. This single decision dictates the reactor's design, scale, and economics.
The Batch Reactor
A batch reactor is the simplest type. It operates like baking a cake: you load all the ingredients (reactants) into a vessel, let the reaction proceed for a set amount of time, and then remove the entire final product.
These reactors are almost always well-mixed using an impeller, which is why they are often called Stirred-Tank Reactors (STRs). They are the workhorse of laboratory research and small-scale or multi-product manufacturing.
The Continuous Reactor
A continuous reactor operates like an assembly line. Reactants are fed into the reactor continuously, and the product is simultaneously removed.
This mode is designed for steady-state operation, where conditions inside the reactor (temperature, concentration) remain constant over time. Continuous reactors are ideal for large-scale, dedicated manufacturing of a single product.
Key Types of Continuous Reactors
Within the continuous category, the design is further defined by how the fluid moves and mixes inside the vessel.
Continuous Stirred-Tank Reactor (CSTR)
A CSTR is essentially a batch tank adapted for continuous flow. Reactants continuously enter a well-mixed vessel, and the product mixture continuously exits.
Because of the perfect mixing, the concentration and temperature of the material exiting the reactor are identical to the conditions everywhere inside the reactor. This makes them very stable and easy to control.
Plug Flow Reactor (PFR)
A Plug Flow Reactor (PFR), often called a Tubular Reactor, consists of a long pipe or tube. Reactants enter one end, flow through the tube, and exit the other end as products.
Unlike a CSTR, there is no mixing along the direction of flow. The concentration of reactants gradually decreases as the fluid moves down the reactor's length, leading to higher overall efficiency for many reaction types.
Packed Bed Reactor (PBR)
A PBR is a specific type of tubular reactor that is filled with solid catalyst particles. The reactant fluid (gas or liquid) flows through the "packed bed," reacting as it comes into contact with the catalyst.
This design is essential for many large-scale industrial processes, particularly in the petrochemical and pharmaceutical industries where solid catalysts are required.
Understanding the Trade-offs
Choosing between the main continuous types, a CSTR and a PFR, involves critical engineering trade-offs.
Conversion and Reactor Volume
For most reactions, a PFR is more efficient in terms of volume. It requires a smaller reactor volume than a CSTR to achieve the same amount of reactant conversion.
This is because the reaction rate in a PFR is consistently high at the inlet where reactant concentration is greatest, whereas a CSTR operates entirely at the low, final concentration.
Heat Transfer and Control
CSTRs have a uniform temperature throughout, making it easy to control heat for highly exothermic or endothermic reactions using a cooling jacket.
PFRs can develop "hot spots" or significant temperature gradients along their length, which can be difficult to manage but can also be strategically used to optimize a reaction. The reference to "jacketed" or "externally heated" tubular reactors highlights these design features.
Operational Flexibility
Batch reactors offer the highest flexibility for producing different products. Between the continuous types, CSTRs are generally easier to operate and more stable than PFRs, especially when dealing with complex reaction schemes.
Specialized and Hybrid Designs
Beyond the primary types, specialized configurations address specific chemical challenges.
The Semi-Batch Reactor
A semi-batch reactor is a hybrid. It typically starts with some reactants in the vessel (like a batch reactor), and another reactant is added slowly over time (like a continuous reactor).
This approach is valuable for controlling reaction speed, managing heat from highly exothermic reactions, or improving product selectivity by keeping the concentration of one reactant low.
Scale and Customization
The fundamental principles apply at all scales, but the physical form changes dramatically. A "mini reactor" used for lab screening might hold a few milliliters, while an industrial PFR might be hundreds of meters long.
Furthermore, reactors can be customized for specific needs, such as building high-pressure reactors for reactions that require it, or arranging multiple CSTRs in a series to approximate the performance of a PFR while retaining easier temperature control.
Selecting the Right Reactor for Your Process
Your choice must be driven by the end goal of your chemical process.
- If your primary focus is process development, testing, or flexible, small-scale production: A Batch Reactor is ideal due to its versatility and simplicity.
- If your primary focus is high-volume, continuous manufacturing of a single product: A PFR is often the most volume-efficient choice, while a CSTR offers superior temperature control and stability.
- If your primary focus is a gas-phase reaction requiring a solid catalyst: A Packed Bed Reactor (PBR) is the standard and necessary design.
- If your primary focus is controlling a highly exothermic reaction or improving product selectivity: A Semi-Batch Reactor or a series of CSTRs provides the control you need.
Understanding these core designs and their trade-offs empowers you to select the optimal system for any chemical transformation you aim to achieve.
Summary Table:
| Reactor Type | Key Feature | Ideal Use Case |
|---|---|---|
| Batch Reactor | All reactants loaded at once; simple and flexible | Lab R&D, small-scale, multi-product manufacturing |
| Continuous Stirred-Tank (CSTR) | Continuous flow; perfectly mixed; stable temperature | Large-scale production requiring excellent heat control |
| Plug Flow (PFR) | Continuous flow; high efficiency in a small volume | Large-scale, dedicated production of a single product |
| Packed Bed (PBR) | Tubular reactor filled with solid catalyst | Gas-phase reactions requiring a solid catalyst |
| Semi-Batch Reactor | Hybrid; one reactant added slowly over time | Controlling exothermic reactions, improving selectivity |
Ready to Select the Right Reactor for Your Lab?
Choosing the correct reactor is critical for the success and efficiency of your chemical processes. KINTEK specializes in providing high-quality lab equipment, including reactors tailored to your specific needs—from versatile batch systems for R&D to robust continuous reactors for scale-up.
We help laboratories like yours achieve precise control, improved yields, and scalable solutions. Let our experts guide you to the optimal equipment for your application.
Contact KINTEK today to discuss your reactor requirements and enhance your laboratory's capabilities!
Visual Guide
Related Products
- Microwave Plasma Chemical Vapor Deposition MPCVD Machine System Reactor for Lab and Diamond Growth
- Customer Made Versatile CVD Tube Furnace Chemical Vapor Deposition Chamber System Equipment
- Customizable Laboratory High Temperature High Pressure Reactors for Diverse Scientific Applications
- Custom PTFE Teflon Parts Manufacturer for Hydrothermal Synthesis Reactor Polytetrafluoroethylene Carbon Paper and Carbon Cloth Nano-growth
- Stainless High Pressure Autoclave Reactor Laboratory Pressure Reactor
People Also Ask
- What pressure is needed for chemical vapor deposition of diamonds? Master the Low-Pressure 'Sweet Spot'
- What are the primary advantages of the CVD method for growing diamonds? Engineering High-Purity Gems and Components
- How is a diamond formed from CVD? The Science of Growing Diamonds Atom by Atom
- What are the advantages of a Microwave Plasma CVD reactor for MCD/NCD coatings? Precision Multilayer Diamond Engineering
- What is microwave plasma chemical vapor deposition? A Guide to High-Purity Diamond Film Growth



















