At its core, designing a bioreactor is an exercise in applied biology. You must first deeply understand the needs of the cells or microorganisms you wish to cultivate. Only then can you engineer a physical vessel and control system that creates the perfect environment for them to thrive and generate your desired product.
The most common mistake in bioreactor design is focusing on the hardware first. The optimal design always flows from the biology outward—matching the vessel's physical characteristics and control capabilities to the precise metabolic and shear-sensitivity requirements of your specific cell line.

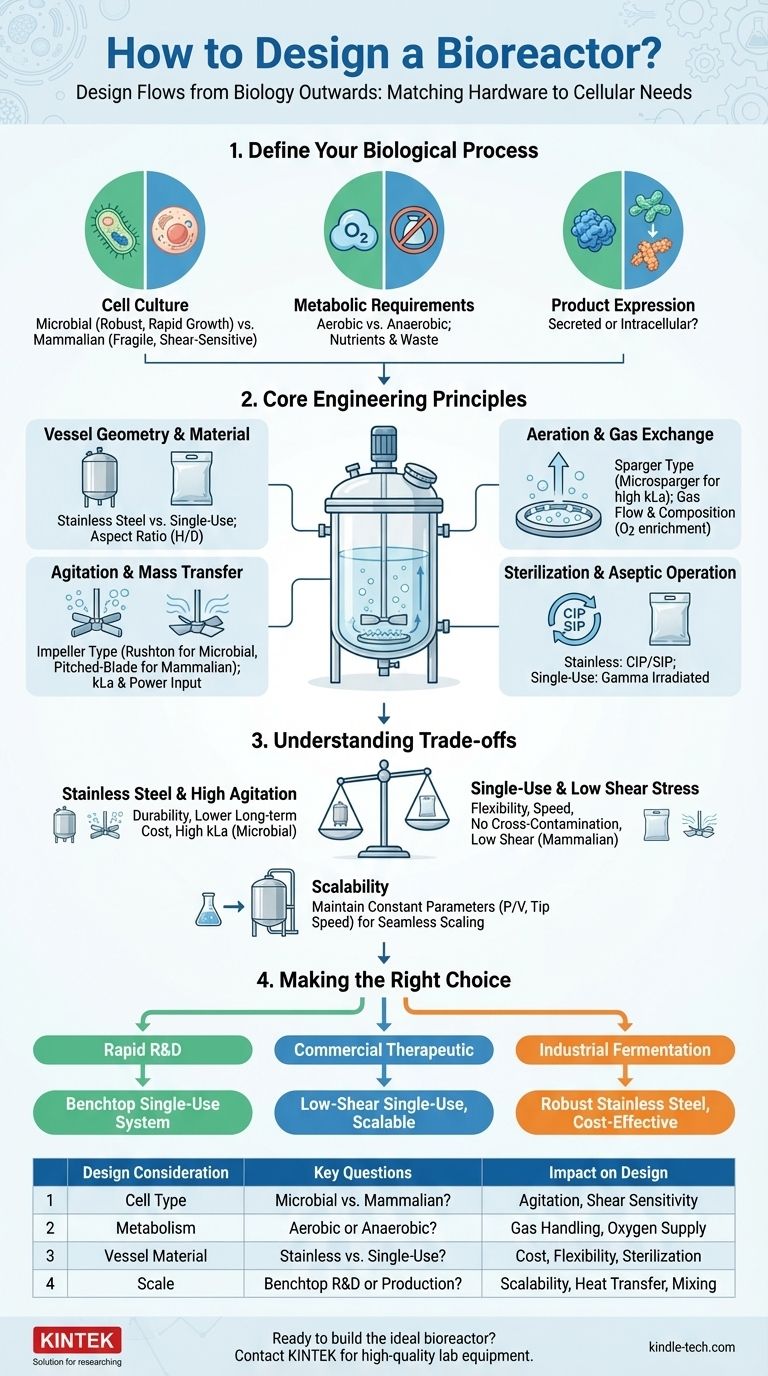
The Foundation: Define Your Biological Process
Before a single screw is turned, the entire design is dictated by the living organism at the center of the process. Your primary task is to define its needs.
Characterize the Cell Culture
The type of cell is the single most important factor. Is it a robust microbial culture like bacteria or yeast, or a fragile and sensitive mammalian cell line?
Microbial cells (e.g., E. coli, S. cerevisiae) can often withstand high agitation and have rapid growth rates, demanding high oxygen transfer and efficient heat removal.
Mammalian cells (e.g., CHO cells) are much larger, lack a cell wall, and are highly sensitive to shear stress. They require gentle mixing and a more precisely controlled environment.
Understand Metabolic Requirements
You must quantify what your cells consume and what they produce. Key questions include:
- Aerobic or Anaerobic? This determines the entire gas handling strategy. Aerobic processes need an efficient oxygen supply, while anaerobic ones must exclude it.
- What are the key nutrients? This dictates the formulation of the culture medium and the feeding strategy (batch, fed-batch, or perfusion).
- What waste products accumulate? Byproducts like lactate or ammonia can become toxic and inhibit growth, requiring careful monitoring and control.
Clarify Product Expression
Where is your target product? Is it secreted into the culture medium, making it easier to harvest?
Or is it an intracellular product, which means the cells must be harvested and lysed (broken open) to recover it? This decision fundamentally impacts the downstream processing steps.
Core Engineering Principles
Once the biological needs are defined, you can translate them into engineering specifications for the reactor system.
Vessel Geometry and Material
The vessel itself is the primary container. The two dominant material choices are stainless steel and single-use plastic.
The vessel's aspect ratio (height-to-diameter) influences mixing efficiency and foam formation. A taller, thinner vessel may improve gas transfer but can create mixing zones, while a shorter, wider vessel provides more uniform mixing.
Agitation and Mass Transfer
The goal of agitation is to create a homogenous environment, ensuring cells have uniform access to nutrients and oxygen while preventing thermal gradients.
The impeller (the "propeller") is key. A Rushton turbine is excellent for gas dispersion and high-mass transfer in robust microbial cultures. A pitched-blade or marine-style impeller provides gentler axial flow, which is critical for shear-sensitive mammalian cells.
The effectiveness of oxygen delivery is measured by the mass transfer coefficient (kLa). Your design must achieve a kLa that meets the cells' Oxygen Uptake Rate (OUR).
Aeration and Gas Exchange
This system delivers oxygen and removes waste CO2. A sparger, typically a ring or porous frit at the bottom of the vessel, releases gas bubbles into the medium.
The size of the bubbles matters. Microspargers create very fine bubbles with high surface area for better oxygen transfer but can also generate more foam. The gas flow rate and composition (e.g., enriching with pure O2) are critical control parameters.
Sterilization and Aseptic Operation
The system must be sterile to prevent contamination. Stainless steel reactors use Clean-in-Place (CIP) and Steam-in-Place (SIP) procedures.
Single-use bioreactors (SUBs) come pre-sterilized by gamma irradiation, eliminating the need for these complex utility steps and guaranteeing sterility out of the box. The entire design must maintain an aseptic boundary.
Understanding the Trade-offs
Every design choice involves a compromise. Understanding these trade-offs is the hallmark of an experienced engineer.
Stainless Steel vs. Single-Use Systems
Stainless steel offers maximum durability and customizability. It represents a high capital expenditure but can have a lower long-term cost per batch for large-scale, dedicated production. However, it requires significant infrastructure for cleaning and sterilization, leading to longer turnaround times.
Single-Use Bioreactors (SUBs) offer unmatched flexibility and speed. They eliminate cleaning validation and drastically reduce the risk of cross-contamination. This makes them ideal for multi-product facilities and clinical manufacturing, despite a higher cost per batch due to the disposable components.
High Agitation vs. Low Shear Stress
For industrial fermentation, the goal is often to maximize agitation to achieve the highest possible kLa for a dense microbial culture. The hardware is designed for aggressive mixing.
For therapeutic protein production in mammalian cells, this approach is destructive. The design must minimize shear stress. This means using low-shear impellers, optimizing their position, and controlling rotational speed (RPM) precisely, often supplementing oxygen control via gas flow rather than agitation.
Scalability: From Benchtop to Production
A design that works at 2 liters will not automatically work at 2,000 liters. As volume increases, the surface-area-to-volume ratio decreases, making heat removal much more difficult.
To ensure a process is scalable, designers often try to keep certain parameters constant, such as power per unit volume (P/V) or impeller tip speed. This modeling must be considered during the initial design phase to avoid process failure at a larger scale.
Making the Right Choice for Your Goal
Your final design is a direct reflection of your primary objective.
- If your primary focus is rapid research and process development: Choose a flexible, pre-sterilized single-use benchtop system to maximize experimental throughput and minimize turnaround time.
- If your primary focus is producing a commercial therapeutic with mammalian cells: Prioritize a single-use system with low-shear agitation, extensive sensor integration, and a well-documented, scalable design path.
- If your primary focus is large-scale industrial fermentation (e.g., biofuels, enzymes): Design a robust, cost-effective stainless steel reactor optimized for high mass transfer, efficient cooling, and long-term, dedicated production.
A well-designed bioreactor is not just a piece of equipment; it is a precisely engineered ecosystem tailored to the life it contains.
Summary Table:
| Design Consideration | Key Questions | Impact on Design |
|---|---|---|
| Cell Type | Microbial vs. Mammalian? | Agitation intensity, shear sensitivity |
| Metabolism | Aerobic or Anaerobic? | Gas handling strategy, oxygen supply |
| Vessel Material | Stainless Steel vs. Single-Use? | Capital cost, flexibility, sterilization needs |
| Scale | Benchtop R&D or Large-Scale Production? | Scalability, heat transfer, mixing efficiency |
Ready to build the ideal bioreactor for your specific application? The right lab equipment is critical for success. KINTEK specializes in high-quality lab equipment and consumables, serving diverse laboratory needs. Our experts can help you select the perfect bioreactor system to ensure your cells thrive and your process scales efficiently. Contact our team today to discuss your project and discover how we can support your research and production goals!
Visual Guide
Related Products
- Customizable Laboratory High Temperature High Pressure Reactors for Diverse Scientific Applications
- Visual High-Pressure Reactor for In-Situ Observation
- Customizable High Pressure Reactors for Advanced Scientific and Industrial Applications
- Stainless High Pressure Autoclave Reactor Laboratory Pressure Reactor
- High Pressure Laboratory Autoclave Reactor for Hydrothermal Synthesis
People Also Ask
- How do you control high pressure in a reactor? A Guide to Safe & Stable Operation
- Why is pyrolysis expensive? Unpacking the High Costs of Advanced Waste Conversion
- Why is argon better than nitrogen for inert atmosphere? Ensure Absolute Reactivity & Stability
- What equipment is required for high-pressure high-temperature reactions? Master Extreme Chemistry Safely
- What is the role of a high-temperature high-pressure reactor in CuO synthesis? Achieve Precise Nanostructure Control





