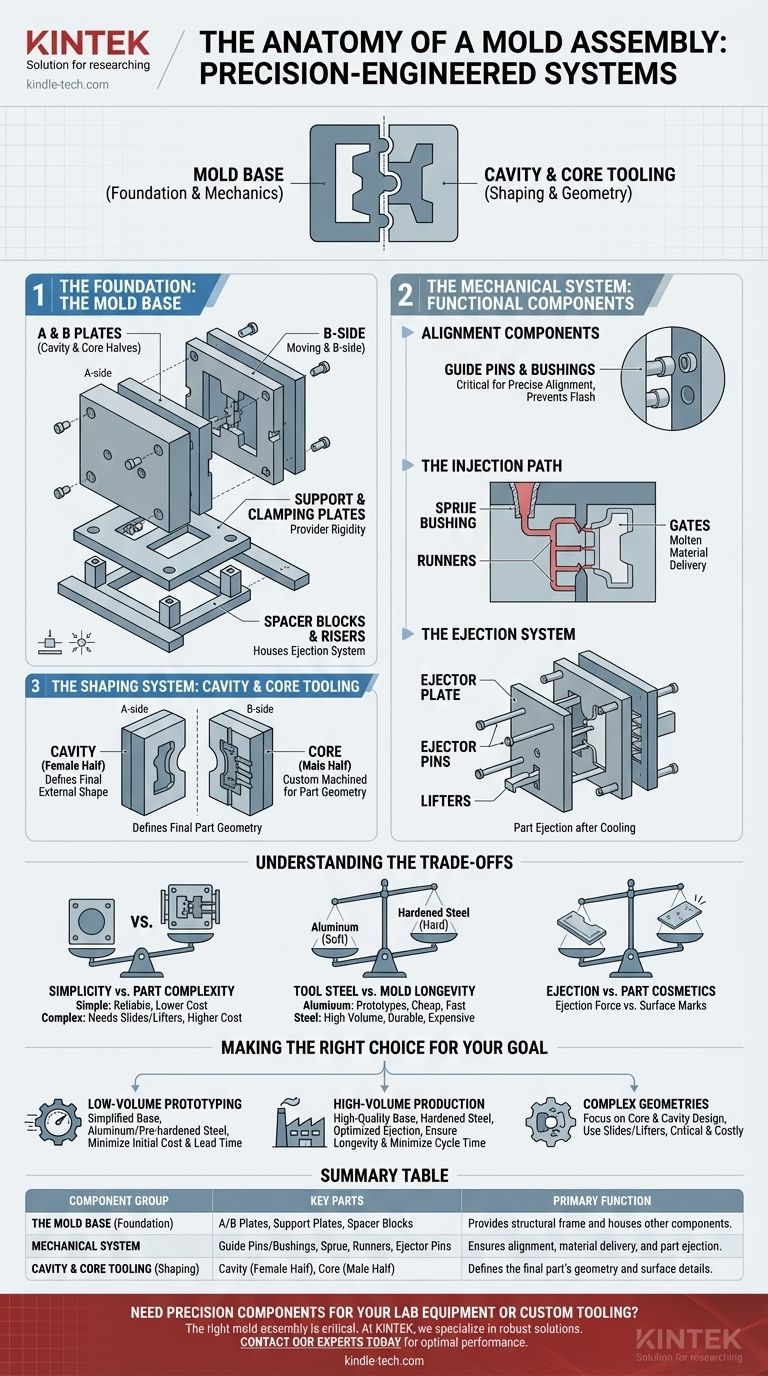
At its core, a mold assembly is a precision-engineered system of interlocking parts designed to shape molten material into a final product. While a simple mold might just be two halves, a production mold is comprised of three distinct functional groups: the frame plates that hold everything together, the mechanical components that guide and actuate the mold, and the cavity tooling that directly forms the part.
A mold is best understood as two primary systems working in concert. The Mold Base provides the structural frame and mechanical action, while the Cavity and Core Tooling are the custom-machined components that define the final part's geometry.

The Foundation: The Mold Base
The mold base is the standardized frame or chassis of the entire assembly. It provides the structural integrity, alignment, and mounting points for all other components.
A and B Plates (Cavity and Core Halves)
The entire mold is split into two halves. The A-side, or cavity half, typically remains stationary and is where the plastic or other material is injected. The B-side, or core half, is the moving half that contains the system for ejecting the finished part.
Support and Clamping Plates
These plates provide rigidity to the core and cavity inserts, preventing them from flexing under the immense pressure of injection. Clamping plates are the outermost plates used to secure the mold assembly into the molding machine.
Spacer Blocks and Risers
Spacer blocks create a gap within the B-side of the mold base. This space is essential as it houses the entire ejection system, allowing it to move forward and push the part out of the mold.
The Mechanical System: Functional Components
These are the active parts of the mold that ensure precise alignment, material delivery, and part ejection cycle after cycle.
Alignment Components
Guide pins and bushings are the most critical alignment components. These hardened steel pins on one half of the mold mate perfectly with bushings on the other, ensuring the cavity and core align with extreme precision every time the mold closes. Misalignment results in defects like "flash."
The Injection Path
The sprue bushing is the entry point for the molten material from the machine's nozzle. From there, the material travels through channels known as runners to reach the gates, which are the specific openings into the part cavity itself.
The Ejection System
Once the part is cooled and solidified, the ejector system activates. A plate pushes a series of ejector pins forward, which press against the part to push it out of the core half of the mold. For more complex features, lifters or sleeves may be used to eject the part without damage.
The Shaping System: Cavity and Core Tooling
This is the "custom" part of the mold. While the mold base is often standardized, the cavity and core are uniquely machined to create the specific geometry of the desired part.
The Cavity
The cavity is the machined pocket, typically in the A-side of the mold, that forms the external surfaces of the molded part. It is often referred to as the female half of the tool.
The Core
The core is the machined protrusion, typically in the B-side, that forms the internal surfaces of the part. It is the male half of the tool that fits inside the cavity when the mold is closed.
Understanding the Trade-offs
Designing a mold assembly is a series of engineering compromises between cost, complexity, and performance.
Simplicity vs. Part Complexity
A simple "open-and-shut" mold with no moving parts besides the ejector system is reliable and cost-effective. However, to create parts with undercuts or side features, complex mechanisms like slides or lifters are required, significantly increasing the mold's cost and maintenance requirements.
Tool Steel vs. Mold Longevity
The type of steel used for the core and cavity is a critical decision. Softer steels like aluminum are cheap and easy to machine, making them ideal for prototypes. Hardened tool steels are much more expensive and difficult to machine but can withstand millions of production cycles without wear.
Ejection vs. Part Cosmetics
The placement and size of ejector pins are a constant balance. You need enough force and surface area to eject the part cleanly without warping it, but every ejector pin will leave a small, often undesirable, circular mark on the final part's surface.
Making the Right Choice for Your Goal
The composition of your mold assembly should directly reflect your project's objective.
- If your primary focus is low-volume prototyping: Opt for a simplified mold base, potentially made from aluminum or pre-hardened steel, to minimize initial cost and lead time.
- If your primary focus is high-volume production: Invest in a high-quality mold base with hardened steel components, superior cooling channels, and an optimized ejection system to ensure longevity and minimize cycle time.
- If your primary focus is creating complex geometries: The design of the core and cavity, along with any necessary slides and lifters, will be the most critical and costly part of the assembly.
Understanding how these individual components function as a complete system is the key to designing, troubleshooting, and producing quality molded parts.
Summary Table:
| Mold Assembly Component Group | Key Parts | Primary Function |
|---|---|---|
| The Mold Base (Foundation) | A/B Plates, Support Plates, Spacer Blocks | Provides structural frame and houses other components. |
| Mechanical System | Guide Pins/Bushings, Sprue Bushing, Runners, Ejector Pins | Ensures alignment, material delivery, and part ejection. |
| Cavity & Core Tooling (Shaping) | Cavity (Female Half), Core (Male Half) | Defines the final part's geometry and surface details. |
Need precision components for your lab equipment or custom tooling? The right mold assembly is critical for producing reliable, high-quality parts. At KINTEK, we specialize in supplying robust lab equipment and consumables. Our expertise can help you select or develop the ideal tooling solutions for your specific laboratory applications, whether for prototyping or high-volume production. Contact our experts today to discuss your project requirements and ensure optimal performance.
Visual Guide
Related Products
- Assemble Square Lab Press Mold for Laboratory Applications
- Assemble Lab Cylindrical Press Mold
- Button Battery Disassembly and Sealing Mold for Lab Use
- Ring Press Mold for Lab Applications
- XRF & KBR plastic ring lab Powder Pellet Pressing Mold for FTIR
People Also Ask
- How to use a press mold? Master the Art of Creating Consistent Ceramic Forms
- How does a laboratory press contribute to the initial forming of a porous copper wick? Optimize Wick Pore Architecture
- What is a laboratory press? Achieve Precise Sample Preparation for Reliable Analysis
- What is the primary function of mold pressing for LAGP powders? Achieve High-Performance Solid Electrolytes
- What is the process of mold press? A Step-by-Step Guide to Compression Molding



















