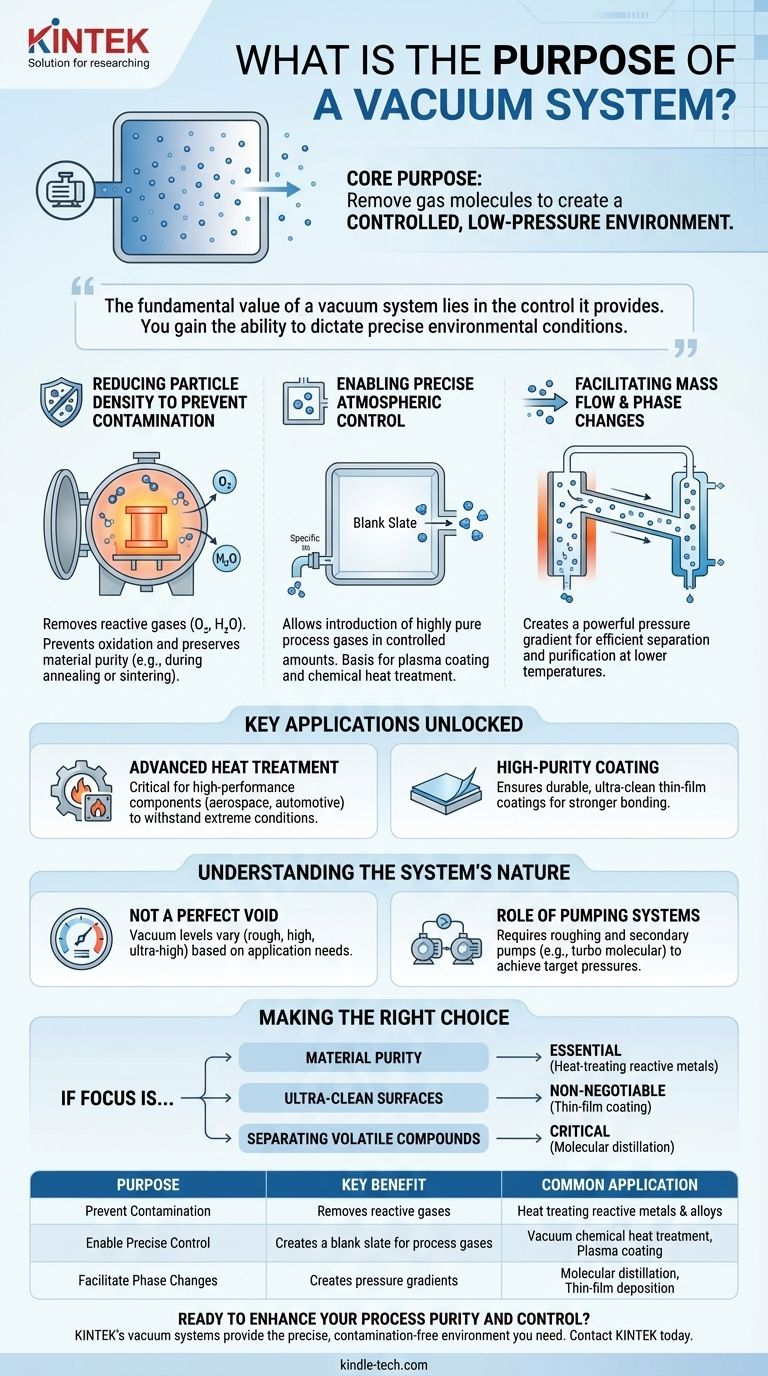
At its core, the purpose of a vacuum system is to remove gas molecules from a sealed space, creating a controlled, low-pressure environment. This deliberate removal of the atmosphere is not about creating emptiness for its own sake; it is a critical step to prevent contamination and enable a range of physical and chemical processes that are impossible to perform under normal atmospheric conditions.
The fundamental value of a vacuum system lies in the control it provides. By removing the unpredictable and reactive gases of our normal atmosphere, you gain the ability to dictate the precise environmental conditions needed to enhance material properties and enable highly sensitive processes.

The Core Functions of a Vacuum Environment
A vacuum is an active tool, not a passive state. Creating this low-pressure environment serves several distinct technical purposes that are foundational to modern manufacturing and science.
Reducing Particle Density to Prevent Contamination
The most immediate function of a vacuum is to remove the particles—primarily oxygen, nitrogen, and water vapor—that make up the air around us.
Many advanced materials, especially heat-resistant and nickel-based alloys, will react aggressively with oxygen at high temperatures. This oxidation can compromise the material's structural integrity.
By removing these reactive gases, a vacuum furnace ensures that processes like annealing or sintering happen in a pristine environment, preserving the purity and desired properties of the material.
Enabling Precise Atmospheric Control
Once the existing atmosphere is removed, the chamber becomes a blank slate.
This allows engineers to introduce specific, highly pure gases in carefully controlled amounts. This is the basis for processes like vacuum chemical heat treatment or creating a low-pressure plasma for coating applications.
Essentially, you remove the "noise" of the atmosphere to introduce a precise "signal" in the form of a chosen process gas.
Facilitating Mass Flow and Phase Changes
A vacuum creates a significant pressure gradient between the processing chamber and the vacuum pumps.
This gradient acts as a powerful driving force. For example, in wiped-film distillation (WFD), a high vacuum helps pull volatile molecules off a heated surface and onto a cold condenser.
Without the obstruction of air molecules, these volatile compounds can travel unimpeded, allowing for efficient separation and purification at temperatures far below their normal boiling points.
Key Applications Unlocked by Vacuum Systems
The control offered by a vacuum environment is not just a theoretical advantage; it is the enabling technology behind many critical industrial processes.
Advanced Heat Treatment
Vacuum furnaces are essential for treating high-performance components used in demanding sectors like aerospace.
Processes like vacuum quenching, annealing, and sintering are performed in a contamination-free environment. This allows parts like engine components and exhausts to better withstand extreme heat and mechanical stress.
High-Purity Coating
Creating durable, thin-film coatings requires an ultra-clean surface and environment.
A vacuum ensures that no stray particles interfere with the deposition process, allowing for a stronger, more uniform bond between the coating material and the substrate.
Understanding the System's Nature
While incredibly powerful, a vacuum system is not a perfect or simple solution. Understanding its practical nature is key to using it effectively.
It Is Not a Perfect Void
Different applications require different levels of vacuum. A "rough vacuum" may be sufficient for some processes, while others demand a "high vacuum" or "ultra-high vacuum."
Achieving higher levels of vacuum requires more sophisticated and expensive equipment.
The Role of Pumping Systems
Creating and maintaining a vacuum requires a system of pumps.
Typically, a roughing vacuum pump removes the bulk of the air, and a secondary pump, such as a turbo molecular pump, takes over to achieve the much lower pressures needed for high-vacuum applications.
Making the Right Choice for Your Goal
Deciding to use a vacuum system depends entirely on the sensitivity of your process to the ambient atmosphere.
- If your primary focus is material purity and preventing oxidation: A vacuum system is essential for heat-treating reactive metals or high-performance alloys.
- If your primary focus is creating ultra-clean surfaces for coating: A high-vacuum environment is non-negotiable to ensure the quality and adhesion of deposited thin films.
- If your primary focus is separating volatile compounds at low temperatures: A vacuum system is critical for creating the pressure gradient needed for processes like molecular distillation.
Ultimately, a vacuum system is a tool for achieving a level of environmental control that is simply unattainable at atmospheric pressure.
Summary Table:
| Purpose | Key Benefit | Common Application |
|---|---|---|
| Prevent Contamination | Removes reactive gases (O₂, H₂O) | Heat treating reactive metals & alloys |
| Enable Precise Control | Creates a blank slate for specific process gases | Vacuum chemical heat treatment, Plasma coating |
| Facilitate Phase Changes | Creates pressure gradients for efficient separation | Molecular distillation, Thin-film deposition |
Ready to enhance your process purity and control?
KINTEK's vacuum systems are engineered to provide the precise, contamination-free environment your lab or production line requires. Whether you are heat-treating high-performance alloys, developing thin-film coatings, or purifying sensitive compounds, our expertise in lab equipment ensures you get a solution tailored to your specific vacuum needs.
Contact KINTEL today to discuss how our vacuum technology can unlock your next breakthrough.
Visual Guide
Related Products
- Vacuum Induction Melting Spinning System Arc Melting Furnace
- CF KF Flange Vacuum Electrode Feedthrough Lead Sealing Assembly for Vacuum Systems
- Circulating Water Vacuum Pump for Laboratory and Industrial Use
- Vacuum Bellows for Efficient Connection and Stable Vacuum in High-Performance Systems
- 304 316 Stainless Steel Vacuum Ball Valve Stop Valve for High Vacuum Systems
People Also Ask
- What is the function of a vacuum induction melting furnace? Essential Guide for High-Purity FeCrAl Alloy Production
- What core role does a Vacuum Induction Melting furnace play in nickel-free steel production? Achieve High-Purity Alloys
- Why use VIM for rare earth steel? Essential Precision for Melting Reactive Lanthanum and Cerium
- What types of metals are typically processed in a vacuum induction melting furnace? High-Purity Alloys for Critical Applications
- What is the primary function of a vacuum induction melting furnace in Ni-Mo-Cr-Fe master alloy prep? Ensure High Purity



















