
Mechanical Pumps
Vortex Dry Pumps
Vortex dry pumps have gained prominence in recent years due to their straightforward design and the absence of oil return issues, which are common in traditional oil-sealed mechanical pumps. While they offer a simpler maintenance process and eliminate the need for oil management, they do come with trade-offs. Specifically, vortex dry pumps typically exhibit slightly lower pumping speeds and ultimate vacuum levels compared to their oil-sealed counterparts.
| Feature | Vortex Dry Pumps | Oil-Sealed Mechanical Pumps |
|---|---|---|
| Maintenance | Simpler, no oil management | Requires oil management and replacement |
| Pumping Speed | Slightly lower | Higher |
| Ultimate Vacuum | Slightly lower | Higher |
| Oil Return Issues | None | Requires solenoid valves and molecular sieves |
Despite these limitations, the benefits of reduced maintenance and environmental friendliness make vortex dry pumps an attractive option for many ultrahigh vacuum applications.
Diaphragm Pumps
Diaphragm pumps are compact and often employed in small molecular pumping units, though they are characterized by lower pumping speeds compared to other types of mechanical pumps. These pumps operate through a dry method, making them a positive displacement vacuum solution. A diaphragm, positioned on a rod connected via a crankshaft, moves vertically as the crankshaft rotates. This motion creates a cyclical change in the chamber's volume, which in turn affects the pressure and the flow of air molecules.
When the diaphragm is in its low position, the chamber's volume increases, leading to a decrease in pressure. This lower pressure draws air molecules into the chamber. As the diaphragm moves upward, the volume of the chamber decreases, compressing the gas molecules and forcing them towards the outlet. Both the inlet and outlet valves are spring-loaded, allowing them to respond dynamically to these pressure changes, ensuring efficient operation.

One of the significant benefits of diaphragm pumps is their environmental friendliness. They serve as alternatives to water jet vacuum pumps, as they do not produce any wastewater. This makes them particularly appealing in settings where environmental impact is a concern. Additionally, diaphragm pumps can save up to 90% of the operating costs compared to water jet pumps, offering a more economical solution. Unlike rotary vane pumps, the pumping chamber of diaphragm pumps is entirely free of oil, eliminating the need for oil-immersed shaft seals. This design not only enhances the reliability and longevity of the pump but also simplifies maintenance routines.
Oil-Sealed Mechanical Pumps
Oil-sealed mechanical pumps have long been the cornerstone of vacuum systems, renowned for their high pumping speeds and commendable ultimate vacuum capabilities. These pumps operate by using oil to create an effective seal, which allows them to achieve an ultimate vacuum as low as <0.5 mbar (abs.). This oil not only seals but also lubricates the critical components, such as plastic blades, rotors, and housing bearings, making them virtually wear-free.
The oil's role extends beyond sealing and lubrication. It significantly reduces operating temperatures by minimizing friction within the compression chamber, thereby protecting the pump from excessive heat. Additionally, the oil acts as a corrosion inhibitor, safeguarding all internal components from reacting with the pumped gases and preventing damage. Its cleaning effect ensures that any impurities within the compressor chamber are removed, thereby extending the pump's life and maintaining its performance.
Despite these advantages, oil-sealed mechanical pumps are not without their challenges. The issue of oil return necessitates the use of solenoid valves and molecular sieves to manage and mitigate this problem. This requirement adds a layer of complexity to their operation and maintenance, but the overall benefits of these pumps continue to make them a preferred choice in many applications.
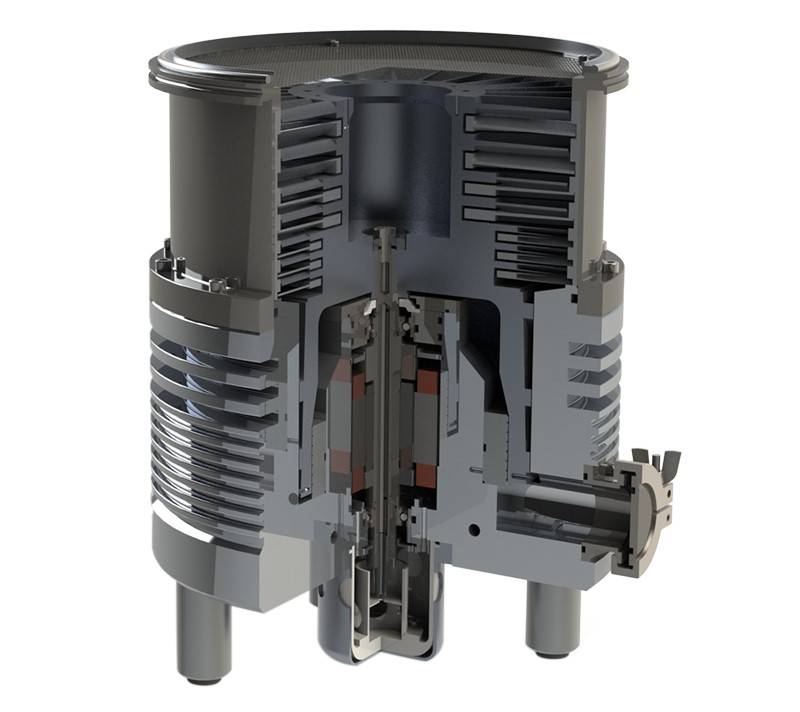
Turbomolecular Pumps
Compression Ratio
In turbomolecular pumps, the compression ratio is a critical parameter that determines the efficiency of gas compression. This ratio is primarily achieved through the high-speed rotation of vanes, which create a powerful kinetic energy transfer mechanism. The design and speed of these vanes are meticulously engineered to optimize the compression process.
One of the notable features of turbomolecular pumps is their ability to achieve higher compression ratios for gases with higher molecular weights. This is due to the increased momentum transfer that occurs between the high-speed vanes and the gas molecules. For instance, heavier gases like argon and xenon experience a more significant reduction in pressure compared to lighter gases such as helium and hydrogen.
| Gas Type | Molecular Weight | Typical Compression Ratio |
|---|---|---|
| Helium (He) | 4.0026 | 10^4 - 10^5 |
| Hydrogen (H2) | 2.016 | 10^5 - 10^6 |
| Argon (Ar) | 39.948 | 10^6 - 10^7 |
| Xenon (Xe) | 131.293 | 10^7 - 10^8 |
The table above illustrates the relationship between molecular weight and compression ratio for various gases commonly encountered in ultrahigh vacuum systems. As the molecular weight increases, so does the compression ratio, reflecting the enhanced efficiency of the turbomolecular pump in handling heavier gases.
This capability makes turbomolecular pumps particularly effective in applications requiring precise control over gas pressure and composition, such as in semiconductor manufacturing and scientific research. The high compression ratios achieved ensure that even trace amounts of unwanted gases are effectively removed, contributing to the overall performance and reliability of the vacuum system.
Ultimate Vacuum
The concept of "ultimate vacuum" in ultrahigh vacuum systems is a critical metric, often measured in millibar (mbar). Traditionally, these systems have aimed to achieve vacuums in the range of 10-9 to 10-10 mbar. However, recent technological advancements have pushed this boundary even further, enabling systems to reach even lower pressures.
| Vacuum Level | Typical Range | Recent Advancements |
|---|---|---|
| Traditional | 10-9 to 10-10 mbar | |
| Advanced | Below 10-10 mbar | Improved by new materials and designs |
These improvements are not just incremental but represent significant leaps forward in the field. For instance, the use of advanced materials and innovative designs in turbomolecular pumps has allowed for better compression ratios and more efficient gas handling. This, in turn, contributes to achieving an ultimate vacuum that was previously unattainable.
Moreover, the operational requirements for achieving such high vacuums have also evolved. Modern systems often require a working pressure of 1 to 10-2 Pa from a front-stage vacuum pump, ensuring that any foreign objects, jerks, impacts, resonance, or gas shocks are minimized to prevent damage. This meticulous attention to detail ensures that the ultimate vacuum remains stable and reliable, making it a cornerstone of advanced ultrahigh vacuum systems.
Operational Requirements
Turbomolecular pumps demand a precise operational environment, necessitating a working pressure range of 1 to 10-2 Pa from a front stage vacuum pump. This stringent requirement ensures optimal performance and longevity of the pump. However, these pumps are highly sensitive to external factors that can lead to potential damage.
- Foreign Objects: Any foreign particles entering the pump can cause significant harm, necessitating strict cleanliness protocols.
- Mechanical Shocks: Abrupt movements or impacts can disrupt the delicate balance within the pump, leading to malfunctions.
- Resonance: Mechanical resonance can amplify vibrations, causing structural stress and potential damage.
- Gas Shocks: Sudden changes in gas pressure can overwhelm the pump's internal mechanisms, leading to operational failures.
To mitigate these risks, operators must adhere to meticulous maintenance schedules and employ protective measures such as filters and shock absorbers.
Sputtering Ion Pumps
Working Principle
Sputtering ion pumps operate through a process known as Penning discharge, which is a form of cold cathode gas discharge. This mechanism involves the formation of a fresh titanium film by bombarding a titanium cathode with energetic ions. The process can be broken down into several key steps:
-
Ionization of Gases: In the Penning discharge, electrons are emitted from the cold cathode and accelerate towards the anode. These electrons collide with gas molecules in the pump, ionizing them and creating a plasma.
-
Formation of Titanium Film: The energetic ions formed in the plasma are then attracted to the titanium cathode. Upon impact, these ions sputter the titanium atoms from the cathode, depositing them onto the walls of the pump chamber. This continuous sputtering and deposition result in the formation of a fresh titanium film.
-
Adsorption of Active Gases: The newly formed titanium film is highly reactive and effectively adsorbs active gases such as hydrogen, nitrogen, and oxygen. This adsorption process significantly reduces the concentration of these gases in the vacuum chamber.
-
Burial of Inert Gases: Inert gases like helium and neon, which are less reactive, are not adsorbed by the titanium film. Instead, they are buried beneath the continuously forming titanium layer. This burial process effectively removes inert gases from the active volume of the pump.

By combining these steps, sputtering ion pumps achieve a high degree of gas adsorption and removal, contributing to their effectiveness in ultrahigh vacuum systems.
Advantages
Sputtering ion pumps offer several distinct advantages that make them highly suitable for ultra-high vacuum systems. One of the most notable benefits is their excellent ultimate vacuum capabilities, which can reach pressures as low as 10^-11 mbar. This level of vacuum is crucial for applications requiring the highest degree of cleanliness and stability.
In addition to their superior vacuum performance, sputtering ion pumps are vibration-free and operate silently. This characteristic is particularly advantageous in sensitive environments where mechanical vibrations and noise can interfere with delicate experiments or processes. Furthermore, these pumps are environmentally friendly, producing no pollution, which is a significant consideration in modern scientific and industrial settings.
Maintenance requirements for sputtering ion pumps are minimal, contributing to their operational longevity and cost-effectiveness. Unlike some other types of pumps, they do not require frequent servicing or replacement of consumables, reducing downtime and operational expenses. This low-maintenance feature, combined with their other advantages, makes sputtering ion pumps a popular choice in ultra-high vacuum systems.
Operational Requirements
Sputtering ion pumps demand a minimum operating pressure of more than 10⁻⁷ mbar to function efficiently. This stringent requirement ensures that the Penning discharge can effectively form a fresh titanium film, which is crucial for adsorbing active gases and entombing inert gases. To achieve and maintain this level of vacuum, these pumps are frequently paired with molecular pumping units. This combination not only enhances the forehearth vacuum but also ensures a stable and optimal operating environment for the sputtering ion pumps. Such synergistic setups are essential for maintaining the high standards of performance and reliability that sputtering ion pumps are known for in ultrahigh vacuum systems.
Titanium Sublimation Pumps
Working Principle
The titanium sublimation pump operates on a straightforward yet effective mechanism. It relies on the controlled evaporation of titanium metal, a process that results in the deposition of a thin titanium film on the internal surfaces of the pump. This titanium film plays a crucial role in the pump's functionality by facilitating chemical adsorption.
-
Evaporation Process: The titanium metal is heated to its sublimation point, causing it to transition directly from a solid to a gas without passing through the liquid phase. This gaseous titanium then condenses on cooler surfaces within the pump, forming a uniform film.
-
Chemical Adsorption: The newly formed titanium film is highly reactive, allowing it to chemically bond with various gases present in the vacuum chamber. This adsorption process effectively removes these gases from the system, contributing to the overall vacuum quality.
-
Continuous Operation: To maintain optimal performance, the titanium film must be regularly replenished. This is achieved by periodically heating the titanium source, ensuring a fresh supply of reactive titanium for continuous gas adsorption.
This method of gas removal is particularly effective for hydrogen, making titanium sublimation pumps a preferred choice in applications where hydrogen is a major concern.

Advantages
Titanium sublimation pumps (TSPs) boast a range of advantages that make them a preferred choice in many ultrahigh vacuum systems. One of the most compelling features is their simple structure. Unlike more complex systems that require intricate assembly and calibration, TSPs are straightforward, reducing the likelihood of mechanical failure and simplifying maintenance procedures.
The low cost associated with TSPs is another significant benefit. While other high-vacuum pumps may require expensive materials or advanced manufacturing techniques, TSPs are relatively inexpensive to produce and operate. This cost-effectiveness extends to their maintenance, which is minimal due to their robust design.
Maintenance is indeed a breeze with TSPs. Their straightforward operational mechanics mean that routine checks and repairs are quick and easy, reducing downtime and ensuring continuous operation. This ease of maintenance is particularly advantageous in environments where frequent interruptions are costly or disruptive.
Another standout feature is the absence of radiation. Unlike some other vacuum pumps that emit harmful radiation, TSPs operate without any such risk. This makes them safer for use in laboratories and industrial settings where radiation exposure is a concern.
Similarly, TSPs are free from vibration noise. The lack of mechanical parts that generate noise or vibration ensures a quieter and more stable operating environment. This is particularly beneficial in applications where noise levels need to be minimized, such as in sensitive scientific experiments or precision manufacturing processes.
Finally, TSPs are highly effective for hydrogen removal. The chemical adsorption process they employ is particularly efficient at capturing hydrogen molecules, making them ideal for applications where hydrogen contamination is a significant issue. This capability enhances the overall performance and reliability of the vacuum system, ensuring a cleaner and more stable vacuum environment.
In summary, the advantages of titanium sublimation pumps—simple structure, low cost, easy maintenance, no radiation, no vibration noise, and effective hydrogen removal—make them a highly attractive option for many ultrahigh vacuum applications.
Disadvantages
Titanium sublimation pumps, while offering several advantages, come with notable drawbacks that must be considered. One of the primary disadvantages is the necessity for regular sputtering of titanium. This process, essential for maintaining the pump's efficiency, can lead to temporary vacuum deterioration. During sputtering, the vacuum quality can degrade, posing challenges for applications requiring consistent ultrahigh vacuum conditions.
Moreover, the use of titanium sublimation pumps should be avoided for titanium-sensitive samples or devices. The regular deposition of titanium can interfere with the integrity of these sensitive materials, potentially causing contamination or degradation. This limitation is particularly critical in research and manufacturing environments where precision and purity are paramount.
| Disadvantage | Impact |
|---|---|
| Regular sputtering of titanium | Causes temporary vacuum deterioration |
| Avoidance for titanium-sensitive samples | Potential contamination or degradation of sensitive materials |
These disadvantages highlight the need for careful consideration when selecting a pump for ultrahigh vacuum systems, especially in contexts where titanium sensitivity or consistent vacuum quality is a concern.
Cryogenic Pumps
Working Principle
Cryogenic pumps operate on the principle of low-temperature physical adsorption, a process that leverages the condensation of gases on cold surfaces to achieve high pumping speeds and an ultimate vacuum. This method relies on the fact that gases condense more readily at lower temperatures, allowing for efficient capture and removal of gases from the vacuum chamber.
The core of the cryogenic pump is a cold stage, typically cooled by liquid helium or liquid nitrogen, which provides the necessary low temperatures to facilitate gas adsorption. As gases come into contact with these cold surfaces, they condense and adhere to the surface, effectively removing them from the vacuum environment. This process is particularly effective for a wide range of gases, including those with low molecular weight, which are often challenging to pump using other methods.
The pumping speed of cryogenic pumps is notably high, primarily due to the large surface area available for adsorption. This high efficiency is further enhanced by the ability of cryogenic pumps to achieve an ultimate vacuum in the range of 10^-11 to 10^-12 mbar, making them indispensable in ultrahigh vacuum systems where extremely low pressures are required.
In summary, cryogenic pumps excel in their ability to provide both high pumping speeds and an ultimate vacuum through the utilization of low-temperature physical adsorption, making them a critical component in many advanced vacuum systems.

Advantages
Cryogenic pumps offer several compelling advantages, making them a preferred choice in systems that demand high ultimate vacuum. One of their standout features is their high pumping speed. This capability allows them to efficiently remove large volumes of gas molecules from a vacuum chamber, significantly reducing the time required to achieve the desired vacuum level.
Moreover, cryogenic pumps are environmentally friendly as they do not introduce any contaminants into the vacuum system. This is particularly important in applications where maintaining a pristine vacuum environment is crucial, such as in semiconductor manufacturing or scientific research.
The high ultimate vacuum achieved by cryogenic pumps is another key advantage. These pumps can reach pressures as low as 10^-10 mbar, making them ideal for ultrahigh vacuum applications. This level of vacuum is essential for experiments that require an extremely low concentration of residual gases, ensuring the accuracy and reliability of the results.
Cryogenic pumps are also characterized by their reliability and low maintenance requirements. Unlike some other types of pumps that may require frequent servicing or replacement of oil and other consumables, cryogenic pumps operate with minimal intervention, reducing downtime and operational costs.
In summary, the combination of high pumping speed, environmental friendliness, high ultimate vacuum, and low maintenance makes cryogenic pumps an excellent choice for systems that require ultrahigh vacuum conditions.
Disadvantages
Cryogenic pumps, while highly effective in achieving high pumping speeds and ultimate vacuums, come with their own set of challenges. One of the primary drawbacks is the high consumption of liquid nitrogen. This not only raises the operating costs but also necessitates a reliable and continuous supply of liquid nitrogen, which can be logistically complex and expensive.
Moreover, the systems that incorporate circulating chillers often face additional issues. These include significant energy consumption, which can lead to higher operational costs and environmental impact. Additionally, the use of chillers can introduce vibration and noise into the system, which can be problematic in ultrahigh vacuum environments where stability and quiet operation are crucial.
| Issue | Description |
|---|---|
| Liquid Nitrogen Usage | High consumption leading to increased operational costs and logistical challenges. |
| Energy Consumption | Significant energy use, contributing to higher operational costs and environmental impact. |
| Vibration and Noise | Introduced by circulating chillers, affecting system stability and quiet operation. |
These factors must be carefully considered when selecting cryogenic pumps for ultrahigh vacuum systems, balancing their high performance against the associated operational complexities.
Related Products
- Ultra-High Vacuum Flange Aviation Plug Glass Sintered Airtight Circular Connector for KF ISO CF
- CF Ultra-High Vacuum Observation Window Stainless Steel Flange Sapphire Glass Sight Glass
- KF Ultra-High Vacuum Observation Window Stainless Steel Flange Sapphire Glass Sight Glass
- Ultra-Vacuum Electrode Feedthrough Connector Flange Power Electrode Lead for High-Precision Applications
- Oil Free Diaphragm Vacuum Pump for Laboratory and Industrial Use















