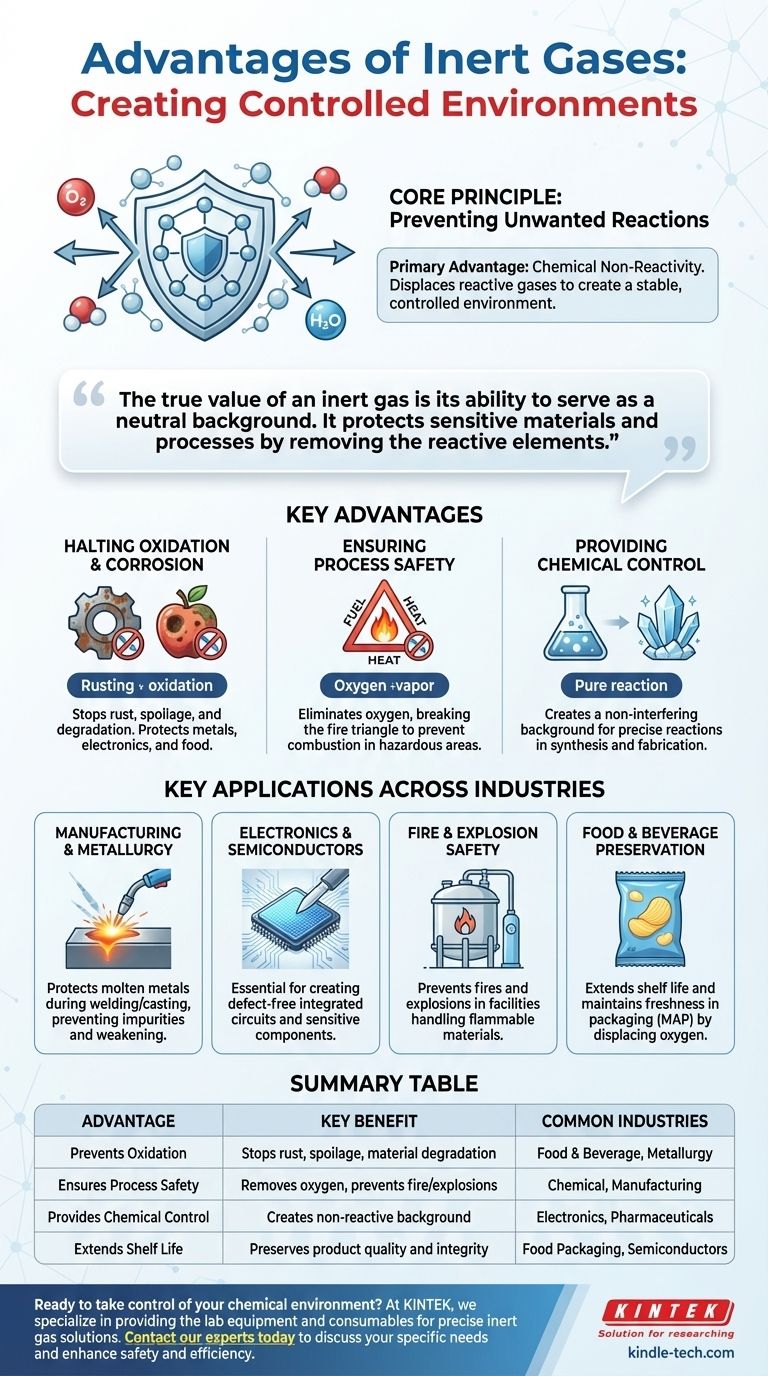
At their core, inert gases are used for what they don't do. Their primary advantage is their chemical non-reactivity, which allows them to create a stable, controlled environment. By displacing reactive gases like oxygen and moisture, they prevent unwanted chemical changes such as oxidation, contamination, and combustion, thereby preserving material integrity and ensuring process safety.
The true value of an inert gas is its ability to serve as a neutral background. It protects sensitive materials and processes by removing the reactive elements from the atmosphere, giving you precise control over the chemical environment.

The Core Principle: Preventing Unwanted Reactions
The fundamental benefit of using an inert gas—like nitrogen or argon—is its ability to create an atmosphere that will not participate in chemical reactions. This is a powerful tool for control.
Displacing Reactive Gases
Most unwanted chemical degradation is caused by reactions with gases present in the ambient air, primarily oxygen and water vapor.
Inert gases work by a simple principle of displacement. When a space is flooded with an inert gas, it physically pushes out the reactive air, leaving behind a neutral atmosphere.
Halting Oxidation and Corrosion
Oxidation is one of the most common forms of material degradation, from the rusting of steel to the spoilage of food.
By removing oxygen from the environment, inert gases effectively stop the oxidation process cold. This protects the quality and extends the life of metals, electronics, foods, and pharmaceuticals.
Creating a Controlled Atmosphere
In many scientific and industrial processes, even trace amounts of reactive gases can alter the outcome.
Inert gas blanketing provides a predictable, non-interfering background for sensitive work like chemical synthesis or crystal growth, ensuring that the only reactions occurring are the ones you intend.
Key Applications Across Industries
The principle of inerting is applied to solve critical problems in nearly every high-tech and industrial sector.
Manufacturing and Metallurgy
In processes like welding, casting, or sintering, molten metals are extremely vulnerable to oxidation, which can create impurities and weaken the final product.
An inert gas shield, typically argon, protects the molten metal from the air. This prevents the depletion of key alloying elements and ensures the finished part meets its required mechanical and chemical specifications.
Electronics and Semiconductors
Semiconductor fabrication involves depositing and etching microscopic layers of material. Any unplanned oxidation can cause a catastrophic device failure.
Inert atmospheres are essential for creating the pristine conditions needed to manufacture integrated circuits and other sensitive electronic components without defects.
Fire and Explosion Safety
The three elements required for fire are fuel, heat, and oxygen. Inert gas systems eliminate the oxygen from this triangle.
In facilities handling flammable liquids or combustible dusts, flooding an area or vessel with an inert gas can prevent a fire or explosion from ever starting. This is a critical safety measure in chemical plants and fuel storage.
Food and Beverage Preservation
The reason a bag of potato chips is puffy is that it has been flushed with nitrogen. This is known as Modified Atmosphere Packaging (MAP).
This inert gas displaces the oxygen that would otherwise cause the fats and oils in the chips to go rancid, keeping them fresh and extending their shelf life. The same principle is used for wine, coffee, and fresh produce.
Understanding the Practical Trade-offs
While powerful, implementing an inert gas system requires careful consideration of its practical challenges.
Cost and Logistics
Inert gases are not free. Their use involves the cost of the gas itself, high-pressure storage cylinders or bulk liquid tanks, and the associated plumbing, regulators, and monitoring equipment.
Asphyxiation Hazard
This is the most critical safety consideration. Inert gases displace oxygen, and in a confined space, a leak can quickly create an atmosphere that cannot support life. All areas using inert gases require proper ventilation and oxygen monitoring to prevent asphyxiation.
Purity Requirements
Different applications demand different levels of gas purity. While food packaging may use industrial-grade nitrogen, semiconductor manufacturing requires ultra-high-purity (UHP) gases, which are significantly more expensive and require specialized handling to prevent contamination.
How to Apply This to Your Goal
Your strategy for using inert gas depends entirely on the problem you are trying to solve.
- If your primary focus is preserving material quality: Your goal is to displace oxygen to prevent oxidation, whether in food packaging, metallurgy, or electronics assembly.
- If your primary focus is process safety: Your goal is to remove the oxygen component of the fire triangle to create a non-combustible atmosphere for handling flammable materials.
- If your primary focus is chemical control: Your goal is to create a truly non-reactive environment that ensures your intended reaction proceeds without side-reactions from atmospheric gases.
Ultimately, leveraging inert gases is about taking absolute control over the unseen chemical environment to achieve a desired outcome.
Summary Table:
| Advantage | Key Benefit | Common Industries |
|---|---|---|
| Prevents Oxidation | Stops rust, spoilage, and material degradation | Food & Beverage, Metallurgy |
| Ensures Process Safety | Removes oxygen to prevent fires and explosions | Chemical, Manufacturing |
| Provides Chemical Control | Creates a non-reactive background for sensitive work | Electronics, Pharmaceuticals |
| Extends Shelf Life | Preserves product quality and integrity | Food Packaging, Semiconductors |
Ready to take control of your chemical environment?
At KINTEK, we specialize in providing the lab equipment and consumables you need to implement precise inert gas solutions. Whether your goal is material preservation, process safety, or chemical control, our expertise can help you achieve superior results.
Contact our experts today to discuss how we can support your laboratory's specific needs and enhance your operational safety and efficiency.
Visual Guide