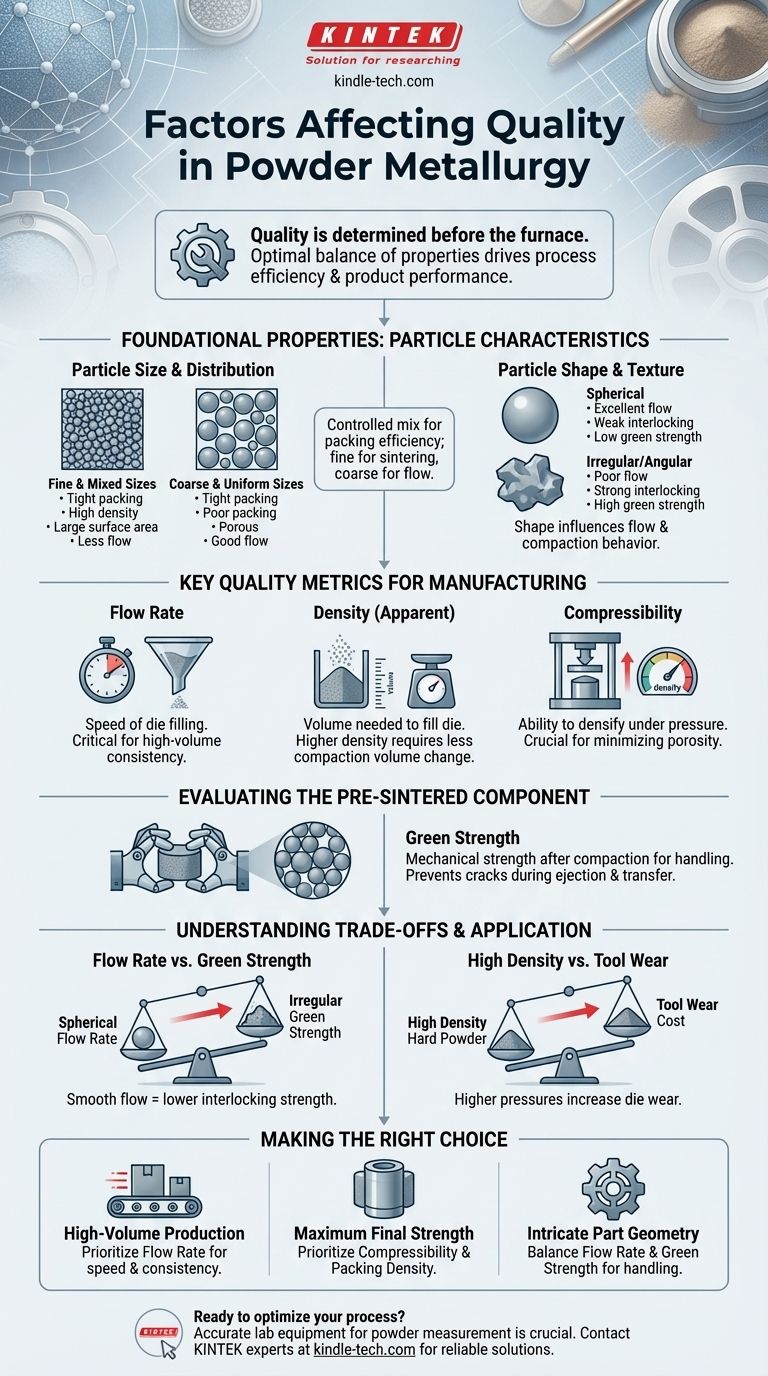
In powder metallurgy, the quality of a component is determined before the furnace ever heats up. The critical factors defining the quality of a metal powder are its flow rate, density, compressibility, and the green strength of the compacted part. These interconnected properties dictate the efficiency of your manufacturing process and the performance of the final product.
The core challenge in powder selection is not finding a powder with one perfect characteristic, but choosing a powder with the optimal balance of properties that aligns with your specific manufacturing process and final component requirements.

The Foundational Properties: Particle Characteristics
The primary quality metrics we measure are all consequences of more fundamental particle characteristics. Understanding these provides deeper insight into powder behavior.
Particle Size and Distribution
The size of individual powder particles, and the statistical distribution of those sizes, is paramount. A powder with a controlled mix of particle sizes can pack more efficiently, leading to higher density.
Fine powders offer a larger surface area, which can aid in sintering, but they may flow poorly. Coarse powders generally flow well but can result in a more porous final structure.
Particle Shape and Texture
Particle shape dramatically influences how the powder behaves in bulk. Spherical particles tend to have excellent flowability but may not lock together well during compaction, resulting in lower pre-sintered strength.
Irregular or angular particles exhibit the opposite behavior. Their shape creates more interlocking, leading to higher strength after compaction, but this same roughness can impede flow.
Key Quality Metrics for Manufacturing
These are the practical, measurable properties that directly impact how a powder performs in production machinery.
Flow Rate: The Heartbeat of Production
Flow rate is the time it takes for a standard mass of powder to flow through a calibrated funnel. This is a direct measure of the powder's ability to fill a die cavity quickly and consistently.
A poor flow rate leads to inconsistent die filling, resulting in density variations, part defects, and reduced production speed. It is one of the most critical factors for high-volume manufacturing.
Density: The Starting Point for Strength
In this context, we evaluate apparent density—the density of loose, uncompacted powder. This value determines the volume of powder needed to fill the die to achieve the target part weight.
A higher apparent density is often desirable as it requires less volume change during compaction, which can improve dimensional consistency in the final part.
Compressibility: Forming the Part
Compressibility is the measure of the powder's ability to densify under pressure. It is evaluated by charting the density of the compacted part against the pressure applied.
A powder with high compressibility can achieve a high "green" density (the density after pressing but before sintering). This is crucial for minimizing porosity and achieving high strength in the final sintered component.
Evaluating the Pre-Sintered Component
After compaction, the part must survive handling before it reaches the sintering furnace.
Green Strength: Handling and Durability
Green strength is the mechanical strength of the part after compaction but before it has been sintered. It is a direct result of particle interlocking and cold welding that occurs under pressure.
Sufficient green strength is essential to prevent the part from cracking or breaking during ejection from the die and transfer to the sintering furnace. This property is heavily influenced by particle shape and the compressibility of the powder.
Understanding the Trade-offs
Selecting a powder is an exercise in balancing competing properties. No single powder excels in all areas simultaneously.
Flow Rate vs. Green Strength
The conflict between these two properties is a classic trade-off. The smooth, spherical particles that provide excellent flow rate do not interlock effectively, leading to lower green strength. Conversely, irregular particles that create high green strength tend to flow poorly.
High Density vs. Tool Wear
Achieving very high density often requires extremely hard powders and high compaction pressures. While this benefits the final part, it significantly increases the rate of wear on expensive dies and tooling, raising operational costs.
Powder Purity and Process Control
While the above are physical properties of the powder itself, chemical purity is also vital. The presence of oxides or other contaminants can severely inhibit the sintering process. This is why process controls, such as using a protective nitrogen atmosphere during sintering, are just as important as the initial powder quality.
Making the Right Choice for Your Application
The "best" powder is entirely dependent on your end goal. Use your primary objective to guide your selection.
- If your primary focus is high-volume production: Prioritize a powder with an excellent and consistent flow rate to ensure uniform die filling at high speeds.
- If your primary focus is maximum final part strength: Select a powder with high compressibility and a particle size distribution that enables high packing density.
- If your primary focus is intricate part geometry: Seek a balance between a good flow rate and high green strength to prevent defects during part ejection and handling.
Ultimately, understanding these fundamental powder characteristics empowers you to make informed decisions that directly impact your product's quality and your process's efficiency.
Summary Table:
| Factor | Key Impact on Manufacturing |
|---|---|
| Flow Rate | Dictates die filling speed & consistency for high-volume production |
| Compressibility | Determines final part density and strength after pressing |
| Green Strength | Ensures part survival during handling before sintering |
| Particle Size & Shape | Influences packing density, flow, and interlocking strength |
Ready to optimize your powder metallurgy process? The right lab equipment is crucial for accurately measuring powder properties like flow rate and compressibility. KINTEK specializes in providing reliable lab equipment and consumables to help you select the perfect powder and achieve superior part quality. Contact our experts today to discuss your specific laboratory needs!
Visual Guide
Related Products
- High Purity Alumina Granulated Powder for Engineering Advanced Fine Ceramics
- Advanced Engineering Fine Ceramics Low Temperature Alumina Granulation Powder
- Folding Molybdenum Tantalum Boat With or Without Cover
- XRF & KBR steel ring lab Powder Pellet Pressing Mold for FTIR
- XRF & KBR plastic ring lab Powder Pellet Pressing Mold for FTIR
People Also Ask
- What measures should be taken to prevent cross-contamination when using different sizes of alumina powder?
- What is the purpose of alumina polishing powder in GCE pretreatment? Master Surface Prep for Electrochemistry
- How should alumina powder be selected for polishing a disc electrode, and what is the procedure for removing scratches? Achieve a Perfect Mirror Finish
- What is the most common industrial ceramic? Discover Why Alumina Dominates Countless Applications
- Which of the following is used in furnace to withstand high temperature? Key Materials for Extreme Heat