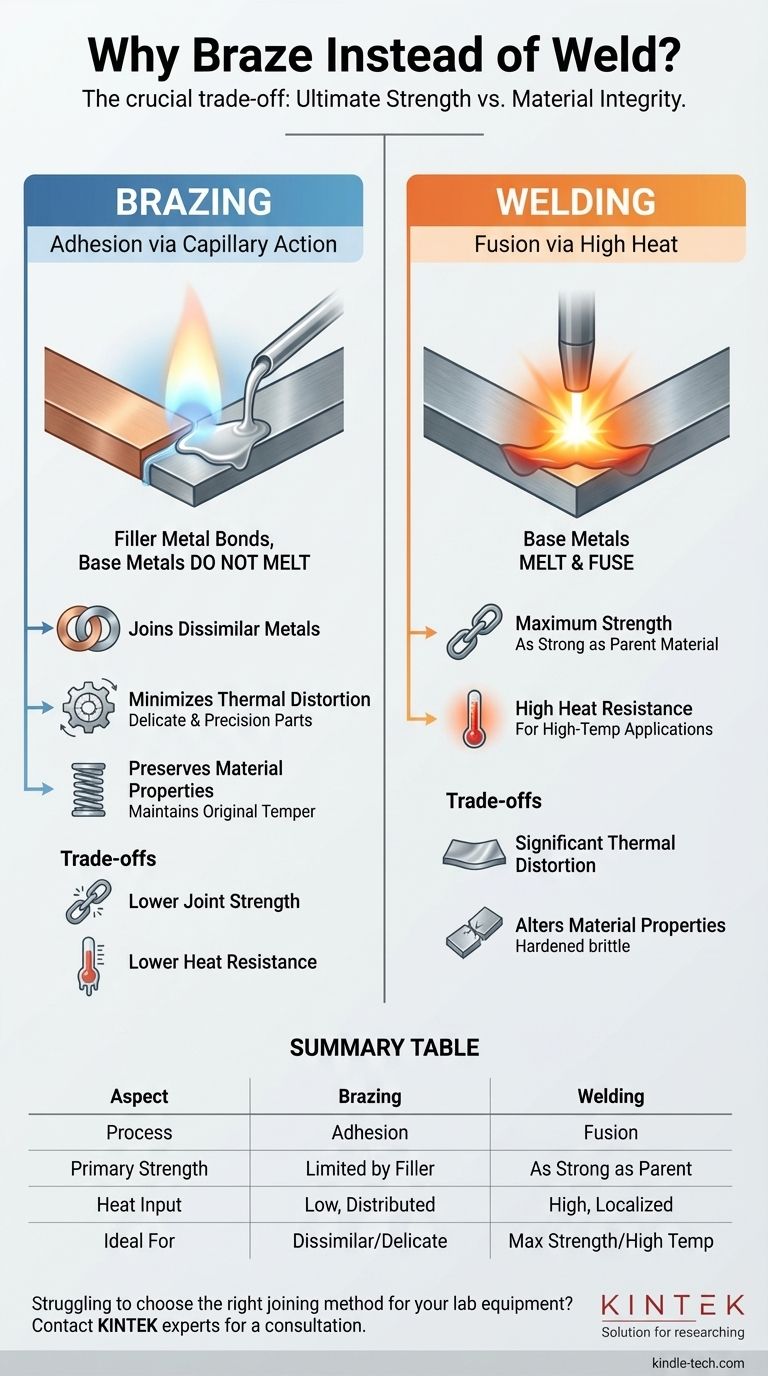
The choice between brazing and welding hinges on a crucial trade-off between ultimate strength and material integrity. You braze instead of weld when your priority is joining dissimilar metals, minimizing heat distortion on delicate parts, or preserving the base metals' original properties. While a welded joint is fundamentally stronger and more heat-resistant, brazing is a superior choice when the high heat of welding would compromise the entire assembly.
The core difference is simple: welding melts the base metals to fuse them together, while brazing uses a lower-temperature filler metal to bond them like a metallic glue. Your decision depends on whether the integrity of the original materials is more critical than the absolute strength of the joint itself.

The Fundamental Difference: Heat and Fusion
Understanding when to use each process starts with understanding how they work at a metallurgical level. They are not interchangeable; they are fundamentally different joining philosophies.
How Welding Works: A Fusion Process
Welding is a high-temperature fusion process. It uses an intense, focused heat source (like an electric arc or a flame) to melt the edges of the base materials.
A filler metal is often added to the molten pool. This mixture of melted base metal and filler metal then cools and solidifies, creating a single, continuous piece of metal.
This fusion is why welding provides superior strength and heat resistance. The joint becomes an integral part of the parent materials.
How Brazing Works: A Capillary Action Process
Brazing is a lower-temperature adhesion process. The base metals are heated, but crucially, they are never melted.
Instead, a filler metal with a lower melting point is introduced to the joint. This molten filler is drawn between the closely fitted surfaces of the parent materials by a phenomenon called capillary action.
The filler metal then solidifies, forming a strong, permanent bond that holds the base metals together without altering their core structure.
Key Advantages of Brazing
The lower heat and non-fusion nature of brazing create several distinct advantages that make it the ideal choice for specific applications.
Joining Dissimilar Metals
Because the base metals don't melt and mix, their metallurgical compatibility is far less of an issue. Brazing makes it simple to join fundamentally different materials, such as copper to steel or aluminum to brass, which can be difficult or impossible with conventional welding.
Minimizing Thermal Distortion
The significant and localized heat of welding causes materials to expand and contract rapidly, often resulting in warping and distortion. Brazing uses significantly less heat, which is applied more broadly, drastically reducing the risk of distortion. This is critical for maintaining tight tolerances on complex or delicate assemblies.
Preserving Material Properties
The intense heat of welding can alter the carefully engineered properties of the base metals, such as hardness from heat-treating or temper from work-hardening. Brazing's lower temperatures operate below the critical transformation points of most metals, leaving their metallurgical characteristics intact.
Understanding the Trade-offs
Choosing brazing means accepting a clear set of compromises in exchange for its unique benefits. Objectivity here is critical.
Strength is the Primary Compromise
A brazed joint's strength is limited by the strength of the filler metal. While a properly designed brazed joint is exceptionally strong, it cannot match the strength of a welded joint, where the bond is as strong as the parent material itself.
Lower Heat Resistance
This is a direct consequence of the process. The filler metal used in brazing has a lower melting point than the base metals. Therefore, a brazed assembly cannot be used in high-temperature applications where service temperatures might approach the filler's melting point.
Requires Cleaner Surfaces and Tighter Fits
Brazing relies on capillary action, which only works if the surfaces are extremely clean and the gap between parts is small and consistent. Welding is generally more forgiving of small imperfections in surface preparation and fit-up.
Making the Right Choice for Your Application
The best method is the one that meets the specific engineering demands of your project without creating unintended consequences.
- If your primary focus is maximum strength and high-temperature performance: Welding is the superior choice, as the fusion of base metals creates the most robust and heat-resistant bond.
- If your primary focus is joining dissimilar metals or delicate components: Brazing provides the control and low-heat input necessary to join incompatible materials without damaging or distorting them.
- If your primary focus is maintaining tight tolerances and preserving material temper: Brazing's gentle heating and lack of fusion make it the only viable option for heat-sensitive and high-precision assemblies.
Ultimately, choosing the right joining method requires you to look beyond the joint itself and consider the integrity of the entire finished part.
Summary Table:
| Aspect | Brazing | Welding |
|---|---|---|
| Process | Lower-temperature adhesion (filler metal bonds) | High-temperature fusion (base metals melt) |
| Primary Strength | Limited by filler metal strength | As strong as the parent material |
| Heat Input | Low, distributed heat | High, localized heat |
| Ideal For | Dissimilar metals, delicate parts, preserving temper | Maximum strength, high-temperature applications |
Struggling to choose the right joining method for your lab equipment or delicate components?
At KINTEK, we specialize in providing solutions for complex laboratory needs. Our expertise in material joining ensures your assemblies maintain their integrity and precision. Whether you're working with dissimilar metals or heat-sensitive components, we can help you select the optimal process.
Let's discuss your project and ensure a perfect bond. Contact our experts today for a consultation!
Visual Guide
Related Products
- Vacuum Heat Treat Sintering Brazing Furnace
- High Temperature Muffle Oven Furnace for Laboratory Debinding and Pre Sintering
- Molybdenum Tungsten Tantalum Special Shape Evaporation Boat
- Boron Nitride (BN) Ceramic Plate
- Vacuum Cold Mounting Machine for Sample Preparation
People Also Ask
- What are the specific functions of introducing reducing atmospheres or inert gas environments in vacuum brazing?
- What is a vacuum heat treatment furnace? The Ultimate Guide to Controlled Atmosphere Processing
- What is vacuum heat treatment process? Achieve Superior Control, Cleanliness, and Quality
- How does a vacuum brazing furnace work? Achieve Superior, Flux-Free Metal Joining
- How do you braze a furnace? A Guide to High-Volume, Precision Metal Joining





