The primary benefit of vacuum pyrolysis is its ability to produce a higher yield of high-quality liquid bio-oil compared to other methods. By operating under reduced pressure, the process lowers the decomposition temperature of organic materials and rapidly removes valuable vapors, preventing them from breaking down into less desirable gases and char.
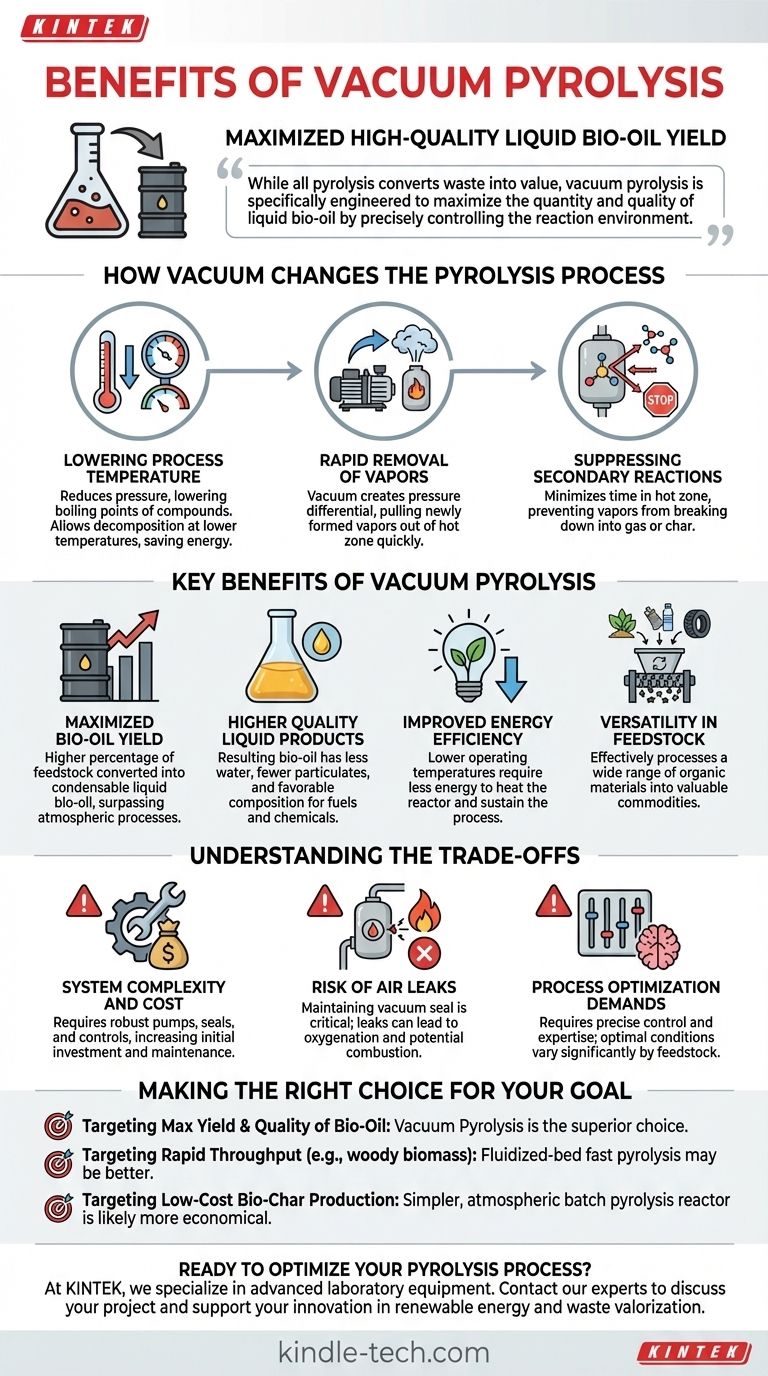
While all pyrolysis converts waste into value, vacuum pyrolysis is specifically engineered to maximize the quantity and quality of liquid bio-oil by precisely controlling the reaction environment. It achieves this by lowering the process temperature and preventing the secondary reactions that degrade the final product.

How Vacuum Changes the Pyrolysis Process
To understand the benefits, we must first understand the core principle. Pyrolysis is the thermal decomposition of materials in the absence of oxygen. Adding a vacuum fundamentally alters the physics of this process.
Lowering the Process Temperature
Applying a vacuum reduces the pressure inside the reactor. This, in turn, lowers the boiling point of the chemical compounds (pyrolysates) created during decomposition.
Just as water boils at a lower temperature on a high mountain, organic materials in a vacuum reactor decompose and vaporize at a lower temperature than they would at atmospheric pressure. This directly translates to reduced energy consumption for the system.
Rapid Removal of Vapors
The pressure differential created by the vacuum actively pulls the newly formed vapors out of the hot reaction zone almost immediately.
This rapid extraction is a critical advantage. In standard pyrolysis, these valuable vapors linger in the reactor, where the high heat can cause them to "crack" or re-polymerize into less useful products.
Suppressing Secondary Reactions
The combination of lower temperatures and rapid vapor removal works to suppress unwanted secondary reactions. This is the key to producing a cleaner, more valuable end product.
By minimizing the time vapors spend in the hot zone, you prevent them from breaking down into non-condensable gases or forming excess char. The result is a process that preferentially yields the most valuable liquid fraction.
The Key Benefits of Vacuum Pyrolysis
The unique physics of the vacuum process leads to several distinct operational advantages over atmospheric or conventional fast pyrolysis.
Maximized Bio-Oil Yield
This is the most significant benefit. By preventing secondary reactions, a much larger percentage of the initial feedstock is converted into condensable, liquid bio-oil. Yields are consistently higher than in atmospheric processes.
Higher Quality Liquid Products
The resulting bio-oil is often of higher quality. It typically contains less water, fewer solid particulates, and a more favorable composition for upgrading into transportation fuels or specialty chemicals.
Improved Energy Efficiency
Operating at lower temperatures means less energy is required to heat the reactor and sustain the process. This can lead to significant operational cost savings and a better net energy balance for the entire system.
Versatility in Feedstock
Like other pyrolysis methods, vacuum pyrolysis is highly flexible. It can effectively process a wide range of organic materials, including plastics, waste tires, and diverse forms of biomass, converting them into valuable commodities.
Understanding the Trade-offs
No technology is without its challenges. Objectivity requires acknowledging the trade-offs associated with the vacuum approach.
System Complexity and Cost
Introducing a vacuum system adds complexity. It requires robust vacuum pumps, high-integrity seals, and sophisticated control systems to maintain sub-atmospheric pressure, which increases both the initial capital investment and ongoing maintenance costs.
Risk of Air Leaks
Maintaining the integrity of the vacuum seal is critical. Any air leaking into the hot reactor can create an oxygenated environment, leading to unintended combustion. This is not only inefficient but can also pose a significant safety hazard.
Process Optimization Demands
Vacuum pyrolysis is not a one-size-fits-all solution. The optimal level of vacuum and temperature profile can vary significantly depending on the feedstock. Achieving peak performance requires more precise process control and expertise than simpler pyrolysis systems.
Making the Right Choice for Your Goal
The decision to use vacuum pyrolysis should be driven by your specific end-product requirements and economic constraints.
- If your primary focus is maximizing the yield and quality of liquid bio-oil: Vacuum pyrolysis is the superior technical choice, as it is specifically designed for this outcome.
- If your primary focus is rapid throughput for a consistent feedstock like woody biomass: A fluidized-bed fast pyrolysis system may offer a more practical and scalable solution.
- If your primary focus is low-cost production of bio-char with liquids as a secondary product: A simpler, atmospheric batch pyrolysis reactor is likely the most economical path.
Ultimately, selecting the right thermal conversion technology depends on a clear understanding of your goals, feedstock, and operational capabilities.
Summary Table:
| Benefit | Key Advantage |
|---|---|
| Maximized Bio-Oil Yield | Higher liquid product conversion by preventing secondary reactions. |
| Superior Product Quality | Bio-oil with less water, fewer solids, and a better chemical composition. |
| Improved Energy Efficiency | Lower operating temperatures reduce energy consumption. |
| Feedstock Versatility | Effectively processes biomass, plastics, and waste tires. |
Ready to optimize your pyrolysis process for maximum liquid yield and quality?
At KINTEK, we specialize in advanced laboratory equipment, including pyrolysis systems. Our expertise can help you select or develop the right thermal conversion technology to meet your specific goals for bio-oil, char, or syngas production.
We provide solutions for laboratories and R&D teams focused on converting biomass, plastics, and other organic waste into valuable commodities. Let us help you enhance your research and development with reliable, efficient equipment.
Contact our experts today to discuss your project and discover how KINTEK can support your innovation in renewable energy and waste valorization.
Visual Guide
Related Products
- Electric Rotary Kiln Pyrolysis Furnace Plant Machine Calciner Small Rotary Kiln Rotating Furnace
- Electric Rotary Kiln Continuous Working Small Rotary Furnace Heating Pyrolysis Plant
- Electric Rotary Kiln Small Rotary Furnace Biomass Pyrolysis Plant
- Ultra-High Temperature Graphite Vacuum Graphitization Furnace
- Lab-Scale Vacuum Induction Melting Furnace
People Also Ask
- What are the different types of calciners? A Guide to Selecting the Right Thermal Processing Equipment
- What is a rotary kiln electric furnace? Achieve Superior Uniform Heating for Your Materials
- What are the principles of a rotary kiln? Master the Mechanics of High-Temperature Processing
- What are the characteristics of the slipping, slumping, and rolling modes of bed motion? Optimize Your Rotary Process
- At what temperature does pyrolysis occur? A Guide to Controlling Your Product Output



















