Introduction to Waste Oil Recycling and Molecular Distillation
Importance of Waste Oil Recycling
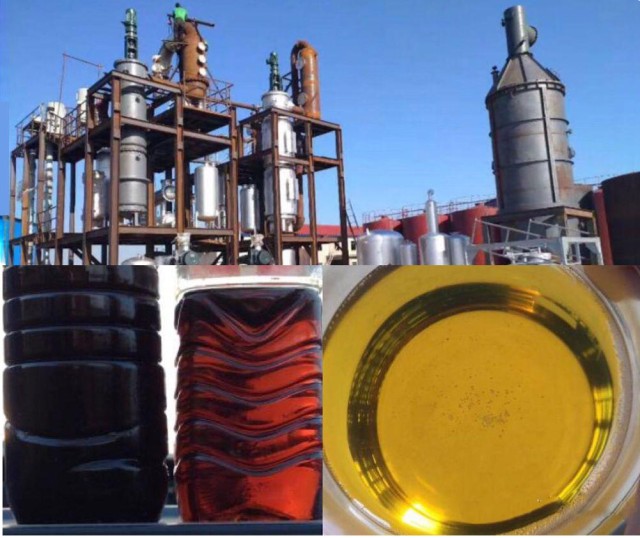
Waste oil recycling plays a pivotal role in safeguarding the environment and promoting sustainable practices. This process not only prevents the contamination of soil and water but also conserves valuable resources that would otherwise be lost. One of the most effective methods for recycling waste oil is molecular distillation, a sophisticated technology that facilitates the separation of organic substances from harmful pollutants.
Molecular distillation operates through a closed separation technique, which ensures that the waste oil is broken down into its constituent parts without exposing the environment to further contaminants. This method is particularly crucial in industries such as petrochemicals, fine chemicals, food processing, and pharmaceuticals, where the recovery and reuse of oil can significantly reduce operational costs and improve product quality.
Moreover, the integration of molecular distillation with other advanced technologies, such as filtration and precipitation, further enhances its efficiency. By combining these methods, industries can achieve a higher degree of pollutant removal, thereby minimizing their environmental footprint. This holistic approach to waste oil recycling underscores the importance of adopting comprehensive strategies to address environmental challenges effectively.

Function of Molecular Distillation
Molecular distillation is a specialized liquid-liquid separation technology that operates under extremely high vacuum conditions. This technique leverages the differing mean free paths of various molecules to achieve separation, allowing materials to be separated at temperatures below their boiling points. This method is particularly well-suited for handling high-boiling-point, heat-sensitive, and easily oxidizable substances, such as fatty acids, natural and synthetic paraffin products, and cod liver oil.
The process is characterized by its short residence time at operating temperatures, high heat transfer coefficients, and the absence of hotspots, which contribute to its efficiency and effectiveness. Continuous operation is possible, and it operates at low pressures typically around 0.001 mbar. The feed material is introduced into a wiped film molecular distillation plant, where a unique roller-wiper system spreads the liquid across a heated evaporator. The centrally located condenser then condenses the vapor to obtain the desired fraction.
Applications of molecular distillation are extensive, ranging from the purification of vitamins A and E, monoglycerides, and insecticides, to the processing of silicone oils, perfumery and flavors, essential oils, and even waste lube oil re-refining in the petroleum industry. The technology not only enhances the quality of final products but also significantly reduces the separation costs of high-boiling-point materials, thereby protecting the integrity of sensitive materials.
In essence, molecular distillation offers a chemical-free alternative for the purification of natural health care products and functional oils, preserving their natural properties and circumventing the limitations of traditional chemical treatments. This makes it an invaluable tool in various industries, from pharmaceuticals to food, where maintaining the purity and integrity of substances is paramount.

Benefits and Applications of Molecular Distillation
Separation of Organic Substances and Pollutants
Molecular distillation stands out as a highly effective method for purifying waste oil by separating organic substances from a range of pollutants. This process is particularly adept at removing contaminants such as heavy metals, phenols, and chlorine-based organics. Unlike traditional distillation methods, molecular distillation operates under high vacuum conditions, which significantly lowers the boiling points of these contaminants, facilitating their efficient separation.
The key advantage of molecular distillation lies in its ability to handle high molecular weight compounds that are otherwise difficult to separate using conventional techniques. This makes it an indispensable tool in the recycling of waste oil, ensuring that the end product is free from harmful impurities. The process not only enhances the quality of the recycled oil but also contributes to a substantial reduction in environmental pollution by preventing these contaminants from entering the ecosystem.
Moreover, the closed-loop nature of molecular distillation ensures minimal exposure to external elements, thereby maintaining the integrity and purity of the separated organic substances. This closed system approach also reduces the risk of cross-contamination, further bolstering the efficiency and reliability of the recycling process.
In summary, molecular distillation is a cornerstone in the effort to recycle waste oil effectively, offering a robust solution for separating organic substances from a variety of pollutants, thereby promoting both environmental sustainability and the production of high-quality recycled products.
Efficiency and Environmental Impact
Molecular distillation stands out as a highly efficient method for recycling waste oil, significantly reducing the time required for processing and minimizing the environmental footprint. This technology operates under reduced pressure and low temperature, ensuring that the delicate molecular structures of the oil are preserved, thereby enhancing the quality of the recycled product. By maintaining these optimal conditions, molecular distillation not only accelerates the recycling process but also ensures that harmful pollutants are effectively separated and contained.
Moreover, the controlled environment of molecular distillation allows for precise management of the separation process, which is crucial for reducing emissions and waste. This precision translates to a lower energy consumption rate compared to traditional methods, making it a more sustainable option. The technology's ability to handle various types of waste oils, from those contaminated with heavy metals to those with organic pollutants, further underscores its versatility and effectiveness in environmental protection.
In summary, molecular distillation's efficiency in recycling waste oil is matched by its commitment to environmental sustainability, making it a cornerstone in modern waste management practices.
Integration of Molecular Distillation with Other Technologies

Combination with Advanced Filtration and Precipitation
Molecular distillation can be synergistically combined with advanced filtration and precipitation technologies to significantly enhance the removal of pollutants from waste oil. This integrated approach leverages the strengths of each technology, creating a more robust purification process.
Advanced filtration systems, such as membrane filters and ultrafiltration, can effectively remove particulate matter and larger molecules that molecular distillation might not fully capture. Simultaneously, precipitation techniques, which cause pollutants to form solid particles that can be easily separated, can target specific contaminants that filtration alone may miss.
By combining these methods, the overall efficiency of pollutant removal is maximized, ensuring that a broader spectrum of contaminants is addressed. This multi-faceted approach not only improves the quality of the recycled oil but also reduces the environmental footprint of the recycling process, making it a more sustainable solution for waste oil management.
Use of Electrolysis and Chemical Adsorption
Electrolysis and chemical adsorption methods represent advanced techniques that can significantly enhance the separation and recovery of pollutants during waste oil recycling. These methods are particularly effective when integrated with molecular distillation, offering a multi-faceted approach to purification.
Electrolysis involves the use of electric current to drive chemical reactions, which can break down complex pollutants into simpler, more manageable compounds. This process not only aids in the separation of contaminants but also allows for their transformation into less harmful substances, thereby reducing their environmental impact.
Chemical Adsorption, on the other hand, leverages the ability of certain materials to attract and bind pollutants through chemical interactions. Activated carbon, for instance, is widely used for its high adsorption capacity, effectively capturing a broad range of contaminants from the oil. This method is particularly useful for removing persistent pollutants that are difficult to separate through conventional means.
When combined, these techniques can provide a comprehensive solution for the purification of waste oil, ensuring that even the most recalcitrant pollutants are efficiently separated and recovered. This dual approach not only enhances the overall efficiency of the recycling process but also contributes to the production of higher quality end products, thereby supporting sustainable industrial practices.
Broad Applications of Molecular Distillation
Usage in Various Industries
Molecular distillation finds extensive applications across multiple sectors, each benefiting from its unique capabilities in substance treatment and recovery. In the petrochemical industry, this technology is indispensable for refining crude oil and separating complex hydrocarbons into valuable products such as gasoline, diesel, and lubricants. The precision of molecular distillation ensures high-purity end products, which are critical for maintaining the performance and safety of petrochemical processes.
In the fine chemical industry, molecular distillation is employed to purify and recover valuable intermediates and active ingredients. This is particularly crucial in the production of specialty chemicals where even trace impurities can significantly impact product efficacy. The technology's ability to operate under high vacuum and low temperature conditions preserves the integrity of heat-sensitive compounds, making it an ideal choice for this sector.
The food industry leverages molecular distillation for the extraction and purification of essential oils, vitamins, and other bioactive compounds. For instance, it is widely used in the production of high-quality fish oils and omega-3 fatty acids, where the removal of contaminants like pesticides and heavy metals is paramount. This not only enhances the nutritional value of the final product but also ensures consumer safety.
In the pharmaceutical industry, molecular distillation plays a pivotal role in the purification of drugs and pharmaceutical intermediates. The technology's ability to achieve high separation efficiency at low temperatures is particularly advantageous for the processing of thermolabile compounds, which are sensitive to degradation. This ensures that the final pharmaceutical products meet stringent purity and safety standards, ultimately improving patient outcomes.
| Industry | Key Applications | Benefits |
|---|---|---|
| Petrochemical | Refining crude oil, separating hydrocarbons | High-purity products, enhanced safety and performance |
| Fine Chemical | Purifying intermediates, active ingredients | Preserves integrity of heat-sensitive compounds, high product efficacy |
| Food | Extracting essential oils, vitamins, bioactive compounds | Enhances nutritional value, ensures consumer safety |
| Pharmaceutical | Purifying drugs, intermediates | High separation efficiency, maintains product integrity, improves outcomes |
Improvement in Product Quality and Cost Reduction
The integration of molecular distillation into various industrial processes has yielded significant improvements in product quality and substantial reductions in production costs. This advanced technology not only refines the end products but also optimizes the overall manufacturing efficiency.
Enhanced Product Quality
Molecular distillation plays a pivotal role in enhancing product quality by ensuring the purity of the final output. For instance, in the petrochemical industry, this technology effectively removes contaminants such as heavy metals and chlorine organics, resulting in higher-grade fuels and lubricants. Similarly, in the food and pharmaceutical sectors, molecular distillation ensures that the end products are free from harmful pollutants, thereby meeting stringent quality standards and enhancing consumer safety.
Cost Reduction
On the economic front, molecular distillation significantly lowers production costs by streamlining the recycling process. By efficiently separating and recovering valuable substances from waste oil, industries can reduce their reliance on raw materials, leading to substantial cost savings. Additionally, the technology's ability to control processing time and minimize energy consumption further contributes to cost-effectiveness, making it a preferred choice across multiple sectors.
Industry-Specific Applications
The benefits of molecular distillation are particularly pronounced in industries where high purity and efficiency are critical. In the fine chemical industry, for example, this technology aids in the production of high-purity chemicals, which are essential for various industrial applications. Similarly, in the pharmaceutical industry, the ability to produce clean, high-quality drugs translates to better patient outcomes and reduced healthcare costs.
In summary, molecular distillation stands out as a transformative technology that not only elevates product quality but also drives significant cost reductions across diverse industrial landscapes.
Related Products
- Chemical Vapor Deposition CVD Equipment System Chamber Slide PECVD Tube Furnace with Liquid Gasifier PECVD Machine
- Multi Heating Zones CVD Tube Furnace Machine Chemical Vapor Deposition Chamber System Equipment
Related Articles
- A Comprehensive Guide to PECVD Equipment Maintenance
- Why PECVD is Essential for Microelectronic Device Fabrication
- PECVD Furnace A Low-Power and Low-Temperature Solution for Soft Matter
- Advantages, Limitations, and Process Control of Chemical Vapor Deposition (CVD) Technology
- Detailed Processes and Parameters of PECVD for TiN and Si3N4 Deposition

