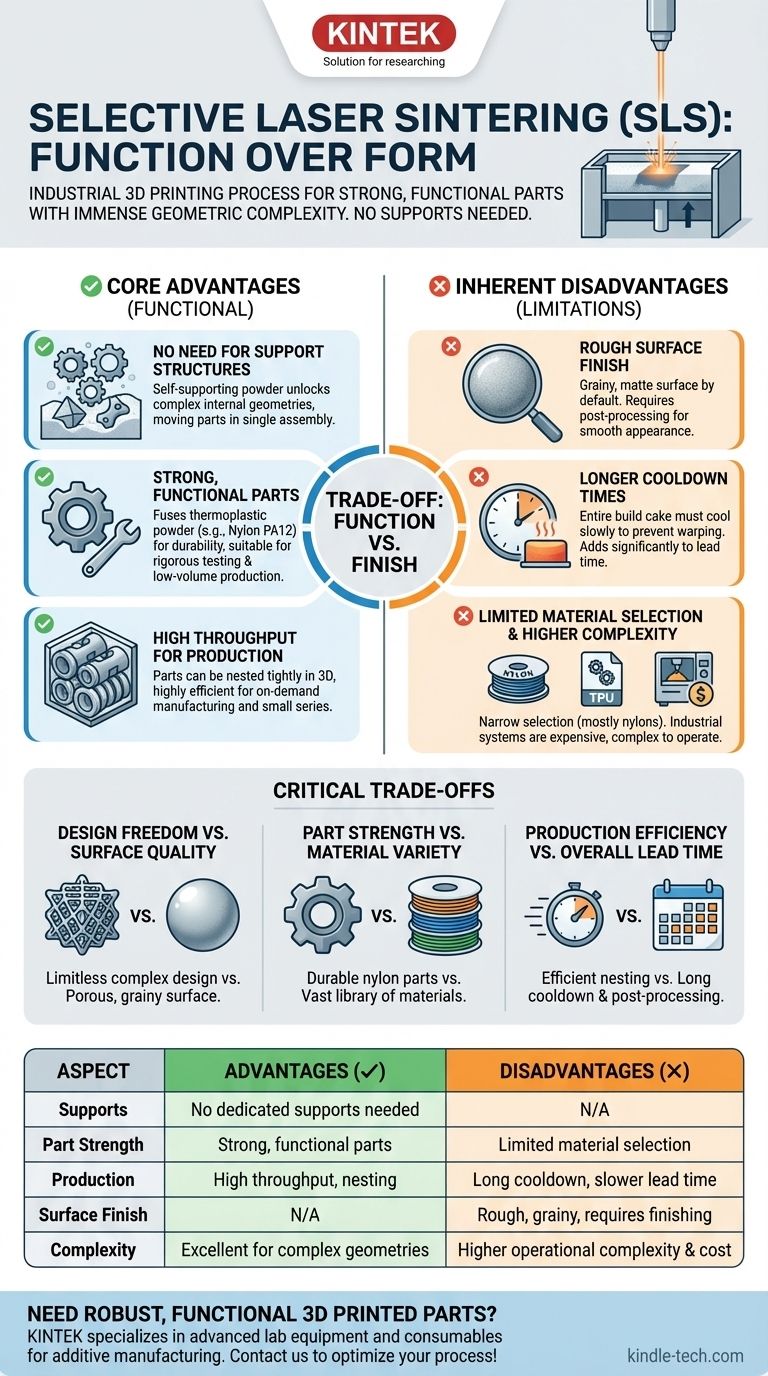
At its core, Selective Laser Sintering (SLS) is an industrial 3D printing process prized for producing strong, functional parts with immense geometric complexity. Its primary advantage is that it requires no dedicated support structures, as the unused powder in the build chamber supports the part during printing. However, this strength and design freedom comes at the cost of a rough, porous surface finish and more limited material options compared to other methods.
The central trade-off of SLS is simple: you gain unparalleled design freedom and robust mechanical properties in exchange for a lower-resolution surface finish and longer processing times. It is a technology built for function over form.

The Core Advantages of SLS Explained
SLS technology excels in applications where the mechanical performance and geometric complexity of a part are more critical than its surface aesthetics.
No Need for Support Structures
The most significant advantage of SLS is its self-supporting nature. The unsintered powder that surrounds the part during the build process acts as a natural, granular support.
This single feature unlocks the ability to create incredibly complex internal geometries, interlocking components, and moving parts printed in a single assembly—feats that are difficult or impossible with technologies like FDM or SLA that require disposable supports.
Strong, Functional Parts
SLS printers fuse thermoplastic powder (most commonly Nylon PA12) into a solid object, creating parts with good mechanical properties like strength and durability.
The resulting components are suitable for rigorous functional testing, manufacturing aids like jigs and fixtures, and even low-volume production of end-use parts.
High Throughput for Production
Because no support structures are needed, parts can be "nested" or packed tightly together in three dimensions throughout the entire build volume.
This allows for the simultaneous production of many different parts in a single print run, making SLS highly efficient and cost-effective for on-demand manufacturing and small production series.
Understanding the Inherent Disadvantages
The same process that gives SLS its strengths also creates its primary limitations. Understanding these is key to deciding if it's the right technology for your project.
Rough Surface Finish
The final parts have a grainy, matte surface finish by default. This is a direct result of the powder-based fusion process.
While post-processing techniques like media tumbling or vapor smoothing can improve the finish, a raw SLS part is not suitable for applications requiring optical clarity or a smooth, injection-molded appearance out of the printer.
Longer Cooldown Times
The entire block of fused and unfused powder, known as the "build cake," must cool down slowly and controllably inside the printer. This can take many hours.
Rushing this cooldown period can lead to part warping and dimensional inaccuracy. This necessary delay adds significantly to the total lead time from print start to part-in-hand.
Limited Material Selection
While the materials available for SLS are robust, the selection is narrow compared to other methods. The market is dominated by nylons (PA11, PA12), with some flexible TPU and filled composite options available.
You will not find the wide range of colors, transparencies, or specialized resins available with technologies like Fused Deposition Modeling (FDM) or Stereolithography (SLA).
Higher Operational Complexity
SLS systems are industrial-grade machines that are more expensive and complex to operate than desktop printers. They require dedicated space, significant power, and careful management of the powder material to ensure safety and part quality.
The Critical Trade-offs: Function vs. Finish
Choosing SLS means actively prioritizing certain capabilities over others. The decision almost always hinges on the following trade-offs.
Design Freedom vs. Surface Quality
This is the primary trade-off. SLS offers nearly limitless design freedom for complex internal channels and consolidated assemblies, but the price is a porous and grainy surface. If your part must be visually perfect without post-processing, SLS is the wrong choice.
Part Strength vs. Material Variety
You get strong, durable, engineering-grade nylon parts that can withstand mechanical stress. However, you sacrifice access to the vast and affordable library of filaments (like PLA, PETG, ABS) used in FDM or the specialized photopolymer resins of SLA.
Production Efficiency vs. Overall Lead Time
Nesting parts makes the printing phase itself highly efficient for small series production. However, the lengthy cooldown and necessary post-processing steps (like de-powdering and cleaning) mean the total turnaround time can be longer than with other technologies.
Making the Right Choice for Your Goal
To determine if SLS is the correct technology, evaluate your project's most critical requirement.
- If your primary focus is complex geometries and functional prototyping: SLS is likely the best choice due to its strength and support-free printing process.
- If your primary focus is low-volume production of durable end-use parts: The part-nesting capability and robust material properties make SLS a highly efficient solution.
- If your primary focus is smooth, high-detail visual models: You should use a resin-based technology like SLA or PolyJet to achieve the required surface quality.
- If your primary focus is low cost and exploring a wide variety of materials: FDM remains the most accessible and versatile option for less demanding applications.
By understanding these core trade-offs, you can confidently select SLS for applications that play to its unique strengths in functional complexity.
Summary Table:
| Aspect | Advantages of SLS | Disadvantages of SLS |
|---|---|---|
| Supports | No dedicated supports needed; self-supporting powder | N/A |
| Part Strength | Strong, functional parts; good for testing & end-use | Limited material selection (mostly nylons) |
| Production | High throughput; parts can be nested for efficiency | Long cooldown times; slower overall lead time |
| Surface Finish | N/A | Rough, grainy surface; requires post-processing |
| Complexity | Excellent for complex geometries and moving assemblies | Higher operational complexity and cost |
Need robust, functional 3D printed parts for your lab or production line? KINTEK specializes in providing advanced lab equipment and consumables, including solutions for additive manufacturing. Whether you're prototyping complex components or producing durable end-use parts, our expertise can help you optimize your process. Contact us today to discuss how SLS technology can meet your specific laboratory and manufacturing needs!
Visual Guide
Related Products
- Small Injection Molding Machine for Lab Use
- Special Shape Press Mold for Lab
- Spark Plasma Sintering Furnace SPS Furnace
- Twin Screw Extruder Plastic Granulation Machine
- Lab Blown Film Extrusion Three Layer Co-Extrusion Film Blowing Machine
People Also Ask
- What are the 5 steps of injection molding? A Guide to Efficient, High-Quality Production
- What can you make with an injection moulding machine? Mass-Produce High-Quality Plastic Parts Efficiently
- What is the application of injection moulding machine? Powering Mass Production for Complex Parts
- What are the stages of the molding process? A Guide to Plastic, Metal, and Ceramic Molding
- What are the two common types of injection molding processes? Thermoplastic vs. Thermoset Explained






