In vacuum casting, there is no single temperature. Instead, the process relies on a series of controlled temperatures at different stages to produce a high-quality part. Most commonly, the key stages of mold pre-heating and part curing occur in an oven set between 60°C and 80°C (140°F to 176°F), but this is highly dependent on the specific material being used.
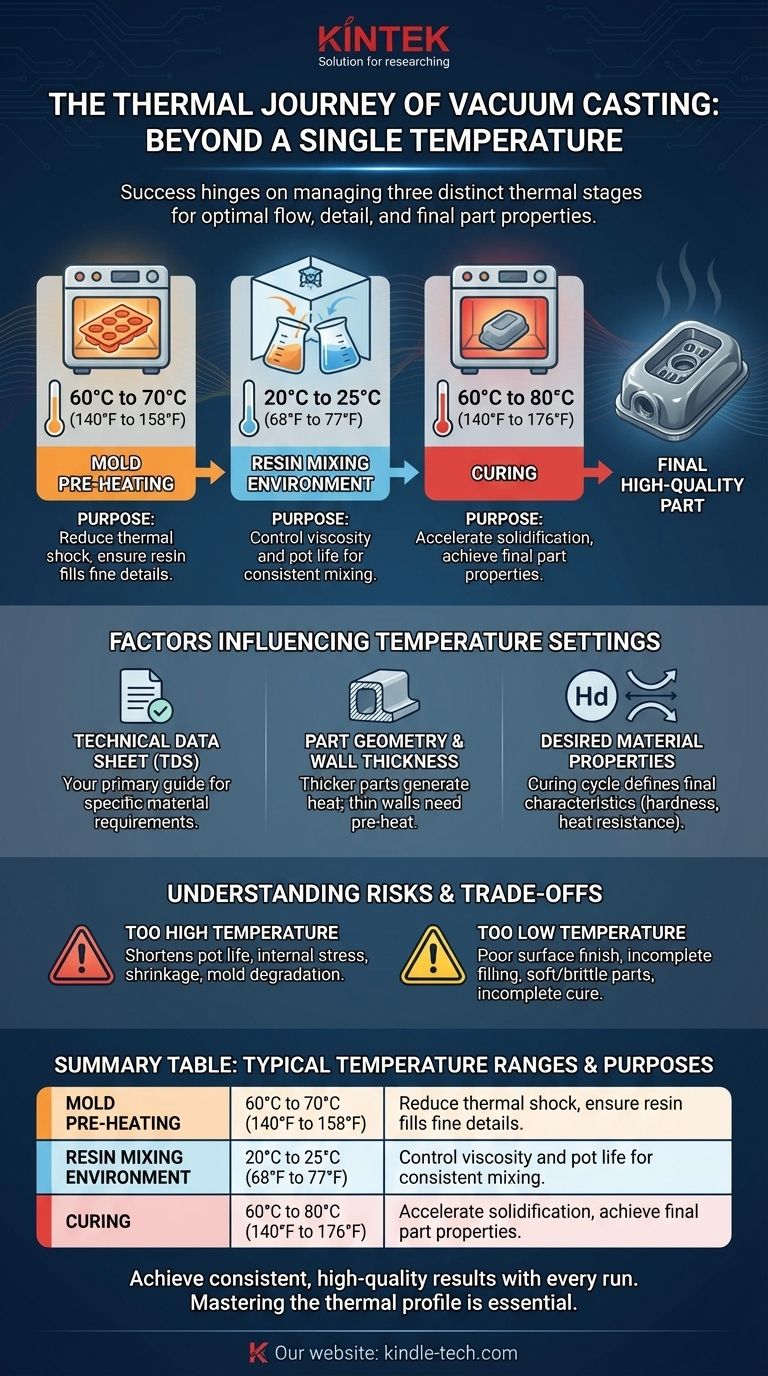
The critical insight is that vacuum casting temperature is not a single setting but a controlled thermal profile. Success hinges on managing three distinct stages—mold pre-heating, resin mixing, and final curing—as each directly impacts the flow, detail, and final properties of your part.

Why Temperature is More Than a Single Number
Thinking of vacuum casting temperature as one value is a common oversimplification. In reality, you are managing a thermal journey. Each stage has a distinct purpose that requires precise temperature control for a successful outcome.
The Three Critical Temperature Zones
The process is best understood by breaking it down into its three thermal phases.
- Mold Pre-Heating: Before casting, the silicone mold is heated in an oven. This is typically done at 60°C to 70°C. The primary goal is to reduce the thermal shock on the liquid resin when it's poured, ensuring it remains fluid long enough to fill every intricate detail of the mold cavity.
- Resin & Mixing Environment: The two-part resins (typically polyurethanes) are mixed at a controlled ambient temperature, usually standard room temperature (20°C to 25°C). Consistency here is key, as temperature significantly affects the material's initial viscosity (thickness) and pot life (the working time before it starts to gel).
- Curing: After the resin is poured into the mold under vacuum, the entire assembly is placed back into an oven to cure. This curing temperature, often between 60°C and 80°C, accelerates the chemical reaction, allowing the part to solidify and achieve its final mechanical properties in a matter of hours, not days.
Analogy: It's Like Baking a Cake
Think of the process like baking a high-performance cake. You pre-heat the oven (the mold) to ensure an even bake. You mix your ingredients (the resin) at the right temperature to get the perfect batter consistency. Finally, you bake it (cure the part) at a precise temperature for a specific time to ensure it sets correctly.
Factors That Influence Your Temperature Settings
The 60-80°C range is a general guideline, but the optimal temperatures for your project depend on several critical factors.
The Technical Data Sheet (TDS) is Your Guide
The single most important document is the Technical Data Sheet (TDS) provided by the resin manufacturer. This document specifies the recommended pre-heating and curing temperatures and times for that exact material. Deviating from the TDS is a risk.
Part Geometry and Wall Thickness
Thicker parts can generate significant internal heat from the exothermic reaction of the resin curing. This may require a slightly lower curing temperature to prevent internal stress or warping. Conversely, very thin-walled parts benefit from a properly pre-heated mold to ensure the resin flows into every feature before it starts to thicken.
Desired Material Properties
The curing cycle—both temperature and duration—directly influences the final properties of the part. If you need to maximize hardness, heat resistance, or flexibility, strictly adhering to the manufacturer's recommended curing profile is non-negotiable.
Understanding the Trade-offs and Risks
Choosing the wrong temperature at any stage introduces significant risk and can easily lead to a failed part.
The Risk of Too High a Temperature
Heating the mold or curing the part at a temperature that is too high can cause a host of problems. It dramatically shortens the resin's pot life, potentially causing it to gel before it has filled the mold. It can also lead to internal stresses, shrinkage, and premature degradation of the silicone mold itself.
The Risk of Too Low a Temperature
Using temperatures that are too low is equally problematic. An under-heated mold will cause the resin to cool and thicken on contact, resulting in poor surface finish and incomplete filling of fine details. An insufficient curing temperature will lead to an incomplete cure, leaving the part soft, weak, or brittle and without the properties listed on its data sheet.
The Hidden Danger: Inconsistency
Perhaps the biggest risk is inconsistency. A stable, repeatable thermal process is the foundation of high-quality vacuum casting. Fluctuations in ambient temperature or oven settings will lead to unpredictable results from one part to the next.
How to Determine the Right Temperatures for Your Project
Use the material's data sheet as your starting point and adjust based on your specific goal.
- If your primary focus is capturing fine details: Prioritize a thorough mold pre-heat (e.g., 65-70°C) to ensure the lowest possible resin viscosity during the pour.
- If your primary focus is achieving specific mechanical properties: Adhere strictly to the curing temperature and duration specified in the material's Technical Data Sheet.
- If your primary focus is rapid prototyping speed: You might use the higher end of the recommended curing range to accelerate the process, but be aware of the potential trade-offs in internal stress.
Ultimately, mastering temperature control transforms vacuum casting from a variable art into a repeatable science.
Summary Table:
| Stage | Typical Temperature Range | Key Purpose |
|---|---|---|
| Mold Pre-Heating | 60°C to 70°C (140°F to 158°F) | Reduces thermal shock, ensures resin fills fine details |
| Resin Mixing | 20°C to 25°C (68°F to 77°F) | Controls viscosity and pot life for consistent mixing |
| Curing | 60°C to 80°C (140°F to 176°F) | Accelerates solidification, achieves final part properties |
Achieve consistent, high-quality results with every vacuum casting run.
Mastering the thermal profile is essential for producing parts with fine details and precise mechanical properties. KINTEK specializes in the lab equipment and consumables that support this precision, from reliable ovens for consistent heating and curing to materials suited for your specific prototyping or production needs.
Let us help you perfect your process. Contact our experts today to discuss your vacuum casting requirements and discover how our solutions can enhance your lab's efficiency and output.
Visual Guide