In short, high frequency is used for induction heating because it allows for precise control over where the heat is generated. A higher frequency concentrates the heating effect on the surface of a metal part, making it ideal for applications like surface hardening, brazing, or heating small components quickly and efficiently.
The core principle to understand is that frequency acts as the primary control for heating depth. Higher frequencies create shallow, precise heat near the surface, while lower frequencies penetrate deeper into the workpiece.

The Fundamental Principle: The "Skin Effect"
The relationship between frequency and heating depth is governed by a physical principle known as the "skin effect." Understanding this concept is key to mastering induction heating.
What is the Skin Effect?
When an alternating current (AC) flows through a conductor, it tends to distribute itself unevenly. More of the current flows near the outer surface, or "skin," of the conductor.
This effect becomes more pronounced as the frequency of the current increases.
How Frequency Controls Heating Depth
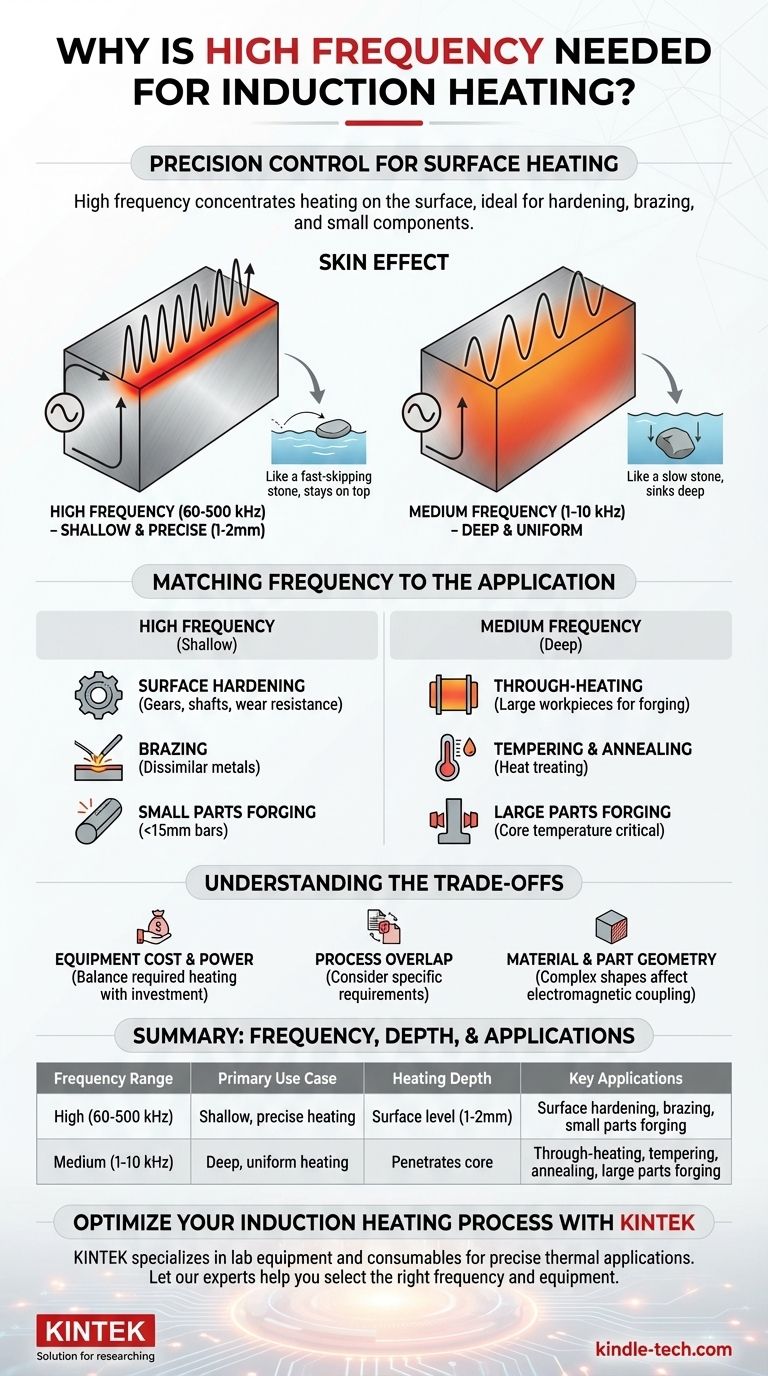
A high-frequency current stays tightly confined to the surface, generating intense heat in a very thin layer. Think of it like a fast-skipping stone that only interacts with the very top of the water.
A low or medium-frequency current penetrates much deeper into the material before generating heat. This is like a slow-moving stone that sinks deep below the surface.
The Result: Precise, Surface-Level Heat
By using high frequencies, engineers can heat just the surface of a gear tooth to harden it, leaving the core tough and ductile. This precision is impossible to achieve with lower frequencies, which would heat the entire gear.
Matching Frequency to the Application
The choice between high and medium frequency is dictated entirely by the size of the part and the desired outcome of the heating process.
High Frequency (Typically 60 kHz - 500 kHz)
High-frequency induction is the tool of choice for shallow and precise heating tasks.
Its primary applications include surface hardening (quenching) where only a thin layer of 1-2mm needs to be heated, brazing dissimilar metals, and the rapid hot forging of very small parts, like bars under 15mm in diameter.
Medium Frequency (Typically 1 kHz - 10 kHz)
Medium-frequency induction is used when heat needs to penetrate deep into a part or heat a large mass uniformly.
This makes it ideal for through-heating large workpieces for forging, tempering, annealing, and any process where the core temperature of the part is just as important as the surface temperature.
Understanding the Trade-offs
Selecting the right frequency is not just a technical decision; it also involves practical and economic considerations.
Equipment Cost and Power
Generally, the equipment required to generate different frequencies comes with different costs and power capabilities. The decision must balance the required heating effect with the capital investment.
Process Overlap
For some workpieces, the lines can blur. A higher-power medium-frequency machine might achieve a similar heating effect as a lower-power high-frequency machine, so the specific process requirements must be carefully considered.
Material and Part Geometry
The material of the workpiece and its specific shape also influence how the electromagnetic field couples with it. What works for a simple steel rod may need to be adjusted for a complex gear with fine teeth.
Making the Right Choice for Your Goal
The optimal frequency is the one that best serves the engineering goal for a specific part and process.
- If your primary focus is surface hardening, brazing, or heating small parts: High-frequency induction provides the necessary precision and speed.
- If your primary focus is through-heating, tempering, or forging large parts: Medium-frequency induction ensures the heat penetrates deeply and uniformly.
- If your primary focus is achieving a specific hardness depth on a complex part: You must balance frequency, power, and heating time to hit the precise target.
Ultimately, selecting the correct frequency is the most critical factor in achieving efficient, repeatable, and successful induction heating results.
Summary Table:
| Frequency Range | Primary Use Case | Heating Depth | Key Applications |
|---|---|---|---|
| High (60-500 kHz) | Shallow, precise heating | Surface level (1-2mm) | Surface hardening, brazing, small parts forging |
| Medium (1-10 kHz) | Deep, uniform heating | Penetrates core | Through-heating, tempering, annealing, large parts forging |
Ready to optimize your induction heating process? KINTEK specializes in lab equipment and consumables, providing tailored solutions for precise thermal applications like surface hardening and brazing. Let our experts help you select the right frequency and equipment for your specific needs. Contact us today to enhance your lab's efficiency and achieve repeatable, high-quality results!
Visual Guide
Related Products
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Infrared Heating Quantitative Flat Plate Press Mold
- High Temperature Constant Temperature Heating Circulator Water Bath Chiller Circulator for Reaction Bath
- Lab-Scale Vacuum Induction Melting Furnace
- Laboratory Rapid Thermal Processing (RTP) Quartz Tube Furnace
People Also Ask
- What role does an induction vacuum hot pressing furnace play in sintering? Achieve 98% Density in Carbide Blocks
- What is the purpose of remelting heat treatment in a vacuum hot press for UHMWPE? Ensure Oxidative Stability
- What advantages does a vacuum hot press furnace provide for LSLBO ceramic electrolytes? Achieve 94% Relative Density
- What role does a Vacuum Hot Press (VHP) furnace play in the densification of austenitic stainless steel 316 composites?
- How does a vacuum hot press furnace contribute to the molding process of UHMWPE/nano-HAP composites?











