In essence, heat treating aluminum castings is a highly controlled, three-stage process involving heating, rapid cooling, and then aging. This sequence fundamentally alters the material's internal structure to significantly enhance its mechanical properties, such as strength and hardness, far beyond its as-cast state.
The core purpose of heat treating an aluminum casting is not simply to make it "harder." It is a precise metallurgical process used to manipulate the alloy's microstructure to achieve a predictable and specific set of engineering properties tailored to the component's final application.

Why Heat Treat Aluminum Castings?
The primary goal of heat treatment is to unlock the full mechanical potential of a heat-treatable aluminum alloy. As-cast aluminum components are often soft and possess relatively low strength.
By controlling the precipitation of alloying elements within the aluminum's grain structure, heat treatment allows you to precisely engineer the final characteristics of the part.
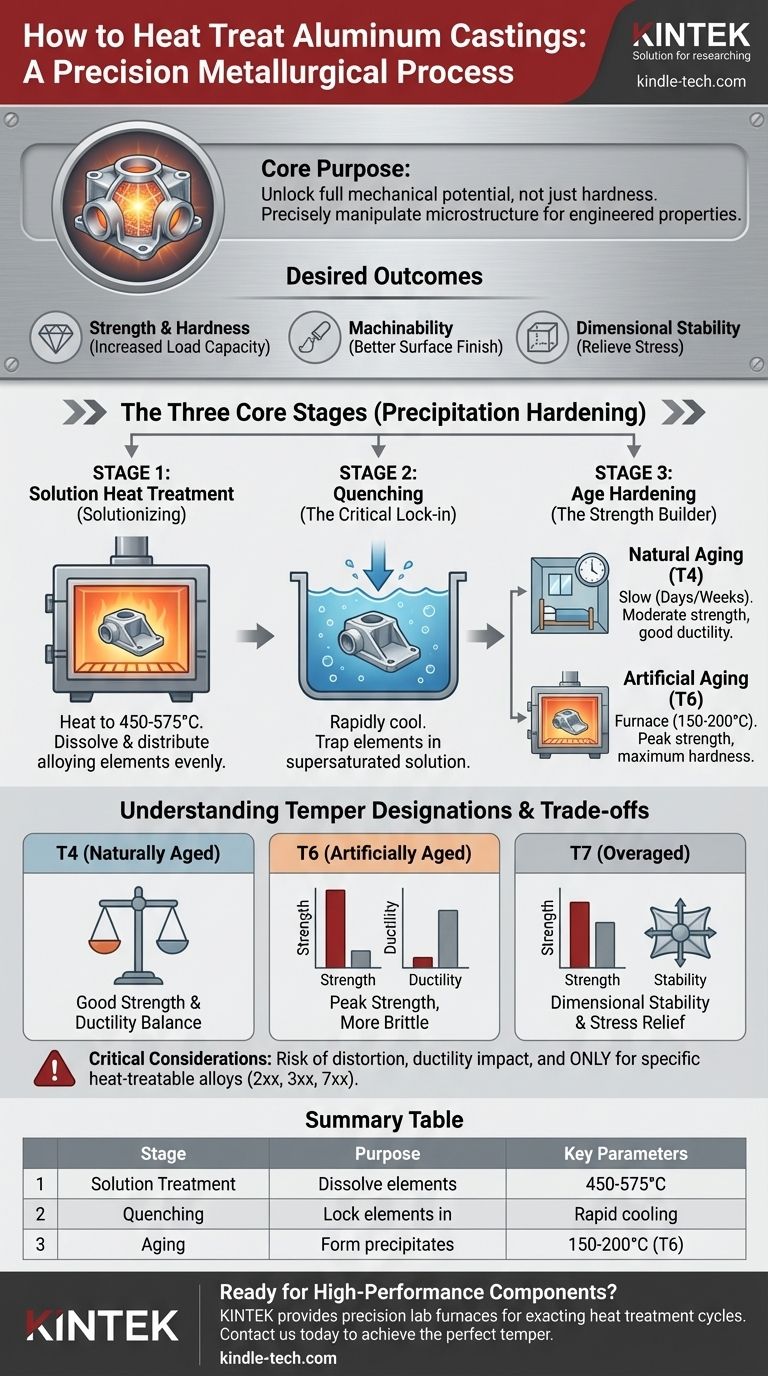
The Desired Outcomes
The process is designed to improve key properties:
- Strength and Hardness: This is the most common reason, dramatically increasing the load-bearing capacity of the component.
- Machinability: A stable and hardened microstructure often results in better surface finishes and chip control during machining operations.
- Dimensional Stability: Heat treatment can relieve internal stresses induced during the casting process, preventing distortion over time or during machining.
The Three Core Stages of Heat Treatment
The most common and effective heat treatment for aluminum castings is known as precipitation hardening. It consists of three distinct and critical steps.
Stage 1: Solution Heat Treatment (Solutionizing)
The first step is to heat the casting to a high, uniform temperature, typically just below the alloy's melting point (e.g., 450-575°C or 840-1065°F).
This is held for a specific duration, allowing the primary alloying elements (like copper or silicon) to dissolve and distribute evenly into a solid solution, much like sugar dissolving in hot water.
Stage 2: Quenching (The Critical Lock-in)
Immediately after solutionizing, the casting is rapidly cooled or "quenched." This is most often done in water, but polymers or forced air can also be used.
The extreme speed of this cooling phase is critical. It "traps" the dissolved alloying elements in a supersaturated solid solution, preventing them from clumping together as the metal cools.
Stage 3: Age Hardening (The Strength Builder)
After quenching, the material is in an unstable state. The final stage, aging, allows the trapped alloying elements to precipitate out of solution in a controlled manner.
These precipitates are extremely fine and dispersed throughout the metal's grain structure. They act as microscopic obstacles that resist deformation, which is what gives the material its significant increase in strength and hardness.
Understanding the Temper Designations
The specific combination of quenching and aging defines the material's "temper." These are designated by the letter 'T' followed by a number.
T4 Temper: Naturally Aged
A T4 temper means the casting has been solution heat treated, quenched, and then allowed to age naturally at room temperature. This process is slow, taking days or weeks. The resulting material is moderately strong but retains good ductility.
T6 Temper: Artificially Aged for Peak Strength
The T6 temper is the most common for high-strength applications. After quenching, the part is "artificially aged" in a furnace at a lower temperature (e.g., 150-200°C or 300-400°F) for a specific time. This accelerates the precipitation process to achieve maximum hardness and strength.
T7 Temper: Overaged for Stability
A T7 temper involves aging the part beyond its peak hardness (overaging). This slightly reduces the maximum strength but provides significant benefits in dimensional stability, stress relief, and resistance to stress-corrosion cracking.
Critical Trade-offs and Considerations
Heat treatment is a powerful tool, but it is not without its challenges and trade-offs. Misunderstanding these can lead to component failure.
Risk of Distortion and Warping
The rapid temperature changes during quenching induce significant internal stresses. This can cause thin-walled or complex castings to warp or distort, compromising final tolerances.
Impact on Ductility
There is a fundamental trade-off between strength and ductility. A T6 temper creates a very strong but more brittle material. If your application requires toughness and the ability to deform without fracturing, a T4 temper or even a non-heat-treated alloy might be more appropriate.
Alloy Selection is Non-Negotiable
Crucially, not all aluminum alloys are heat-treatable. The process relies on alloys with specific elements (like copper, magnesium, and silicon) that can precipitate. Common heat-treatable casting alloys include the 2xx, 3xx, and 7xx series. Attempting to heat treat a non-heat-treatable alloy (like the 5xx series) will have no strengthening effect and can be detrimental.
Selecting the Right Treatment for Your Goal
Your choice of heat treatment must be directly linked to the component's intended service conditions.
- If your primary focus is maximum strength and hardness: The T6 temper is your definitive choice, providing the highest performance for structural components.
- If your primary focus is dimensional stability and stress relief: Consider a T5 (artificially aged only) or T7 temper, which sacrifices some peak hardness for stability in precision applications.
- If your primary focus is a balance of strength and formability: The T4 temper provides good intermediate strength while retaining more ductility than a T6 part.
Ultimately, selecting the correct heat treatment transforms a simple aluminum casting into a precision-engineered component.
Summary Table:
| Heat Treatment Stage | Purpose | Key Parameters |
|---|---|---|
| Solution Treatment | Dissolve alloying elements | 450-575°C (840-1065°F) |
| Quenching | Lock elements in solution | Rapid cooling (water/air) |
| Aging | Form strength-building precipitates | 150-200°C (300-400°F) for T6 |
Ready to transform your aluminum castings into high-performance components?
KINTEK specializes in precision lab furnaces and thermal processing equipment designed for exacting heat treatment cycles. Whether you're targeting T6 strength or T7 stability, our solutions ensure uniform temperature control and repeatable results.
Contact us today to discuss how our equipment can help you achieve the perfect temper for your application. Get in touch via our contact form and let our experts guide you.
Visual Guide
Related Products
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Molybdenum Vacuum Heat Treat Furnace
- Vacuum Heat Treat Furnace with Ceramic Fiber Liner
- Vacuum Heat Treat and Pressure Sintering Furnace for High Temperature Applications
- 1400℃ Controlled Atmosphere Furnace with Nitrogen and Inert Atmosphere
People Also Ask
- What role does a Vacuum Hot Press (VHP) furnace play in the densification of austenitic stainless steel 316 composites?
- What advantages does a vacuum hot press furnace provide for LSLBO ceramic electrolytes? Achieve 94% Relative Density
- How does the vacuum system within a vacuum hot press furnace contribute to the quality of aluminum matrix composites?
- What role does an induction vacuum hot pressing furnace play in sintering? Achieve 98% Density in Carbide Blocks
- What are the advantages of using a vacuum hot press furnace for sintering CNT/Cu composites? Superior Density & Bonding



















