In essence, hydraulic press forging is a manufacturing process that uses a hydraulic press to apply a slow, sustained, and highly controlled compressive force to shape metal. Unlike a hammer that delivers a sudden impact, a hydraulic press uses the principle of fluid dynamics to generate immense pressure, squeezing the workpiece into its final shape within a die.
The core takeaway is that hydraulic forging is not about speed or impact; it's about deliberate and powerful control. It leverages an incompressible fluid to multiply a small initial force into a massive, sustained squeeze, making it ideal for creating large, complex parts with excellent internal structural integrity.

The Core Principle: How Force is Multiplied
Hydraulic forging operates on a fundamental law of physics discovered in the 17th century. Understanding this principle is key to understanding the entire process.
Pascal's Law in Action
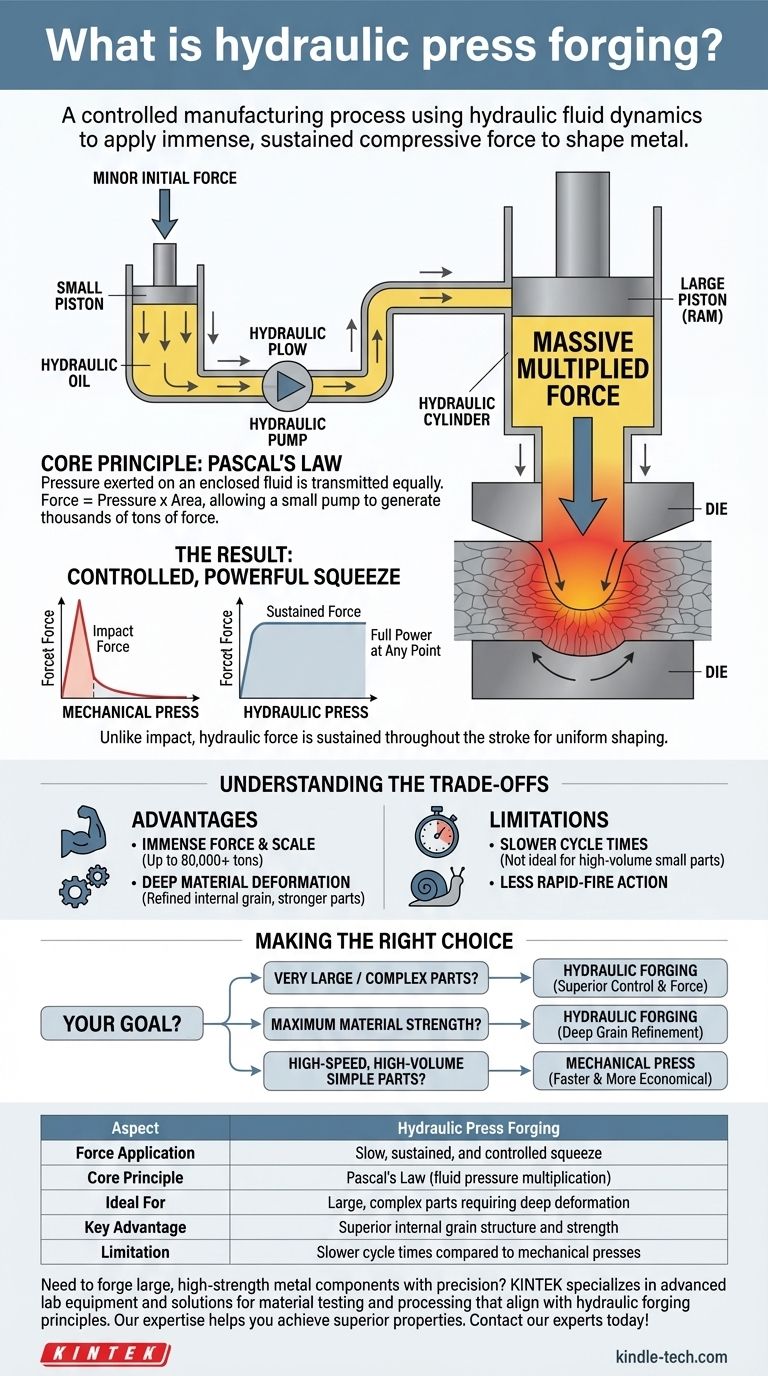
The entire system is based on Pascal's Law, which states that pressure exerted on an enclosed fluid is transmitted equally and undiminished throughout that fluid.
Imagine two connected cylinders, one small and one large, both filled with oil. Pushing down on the small piston with a minor force creates pressure in the oil. This same pressure is then applied to the entire surface of the large piston, or ram.
Because the ram has a much larger surface area, the resulting force is magnified enormously (Force = Pressure x Area). This mechanical advantage allows the press to generate thousands of tons of force from a relatively simple hydraulic pump.
The Key Components
A hydraulic press consists of a few critical parts working in concert.
A hydraulic pump provides a flow of fluid (typically oil) to the system. This high-pressure fluid is forced into a hydraulic cylinder, where it pushes against a piston.
This action drives the ram downwards, exerting a constant and controllable force on the workpiece placed between the dies. Some systems use a hydraulic accumulator to store high-pressure liquid, releasing it when a strong, rapid thrust is needed.
The Result: A Controlled, Powerful Squeeze
The defining characteristic of hydraulic forging is the nature of its force application. The pressure is built up and sustained throughout the ram's entire stroke.
This is fundamentally different from a mechanical press, which delivers maximum force only at the bottom of its stroke. The hydraulic press's full power is available at any point, allowing for the complete and uniform shaping of the metal.
Understanding the Trade-offs
No single forging method is perfect for every application. The slow, controlled nature of hydraulic pressing creates a distinct set of advantages and limitations.
Advantage: Immense Force and Scale
Hydraulic presses are capable of generating enormous force, with capacities ranging from a few hundred tons to over 80,000 tons. This makes them the go-to choice for forging massive workpieces, such as structural components for aircraft or power generation turbines.
Advantage: Deep Material Deformation
The slow, sustained squeeze allows the force to penetrate deep into the material. This is highly effective for "working" the metal, refining its internal grain structure, and eliminating internal voids. The result is a stronger, more durable final part.
Limitation: Slower Cycle Times
The primary trade-off is speed. Building and releasing hydraulic pressure is inherently slower than the rapid-fire action of a mechanical press or a drop hammer. This makes it less suitable for high-volume production of smaller, simpler components where speed is the top priority.
Making the Right Choice for Your Goal
Selecting a forging method depends entirely on the specific requirements of the final product, including its size, complexity, and desired material properties.
- If your primary focus is forging very large or complex components: The immense and controllable force of a hydraulic press is the superior choice.
- If your primary focus is maximum material strength and internal quality: The deep, penetrating pressure of hydraulic forging provides unparalleled grain refinement.
- If your primary focus is high-speed, high-volume production of simple parts: A faster mechanical press is often the more economical and efficient solution.
Ultimately, hydraulic press forging is the definitive choice when precision control and deep material transformation are more critical than raw production speed.
Summary Table:
| Aspect | Hydraulic Press Forging |
|---|---|
| Force Application | Slow, sustained, and controlled squeeze |
| Core Principle | Pascal's Law (fluid pressure multiplication) |
| Ideal For | Large, complex parts requiring deep material deformation |
| Key Advantage | Superior internal grain structure and strength |
| Limitation | Slower cycle times compared to mechanical presses |
Need to forge large, high-strength metal components with precision? KINTEK specializes in advanced lab equipment and consumables, including solutions for material testing and processing that align with hydraulic forging principles. Our expertise helps you achieve superior material properties and consistent results. Contact our experts today to discuss how we can support your laboratory's forging and material science needs!
Visual Guide
Related Products
- Heated Hydraulic Press Machine with Heated Plates for Vacuum Box Laboratory Hot Press
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Manual High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Heated Hydraulic Press Machine with Integrated Manual Heated Plates for Lab Use
- 24T 30T 60T Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press
People Also Ask
- Why is a heated hydraulic press used for warm pressing NASICON green tapes? Optimize Your Solid Electrolyte Density
- What are heated hydraulic presses used for? Molding Composites, Vulcanizing Rubber, and More
- What technical conditions does a heated hydraulic press provide for PEO batteries? Optimize Solid-State Interfaces
- Why is the heating function of a laboratory hydraulic press essential for MEA assembly in DEFC? Optimize Cell Bonding
- What role does a heated hydraulic press play in Cold Sintering (CSP)? Enhancing LATP-Halide Densification



















