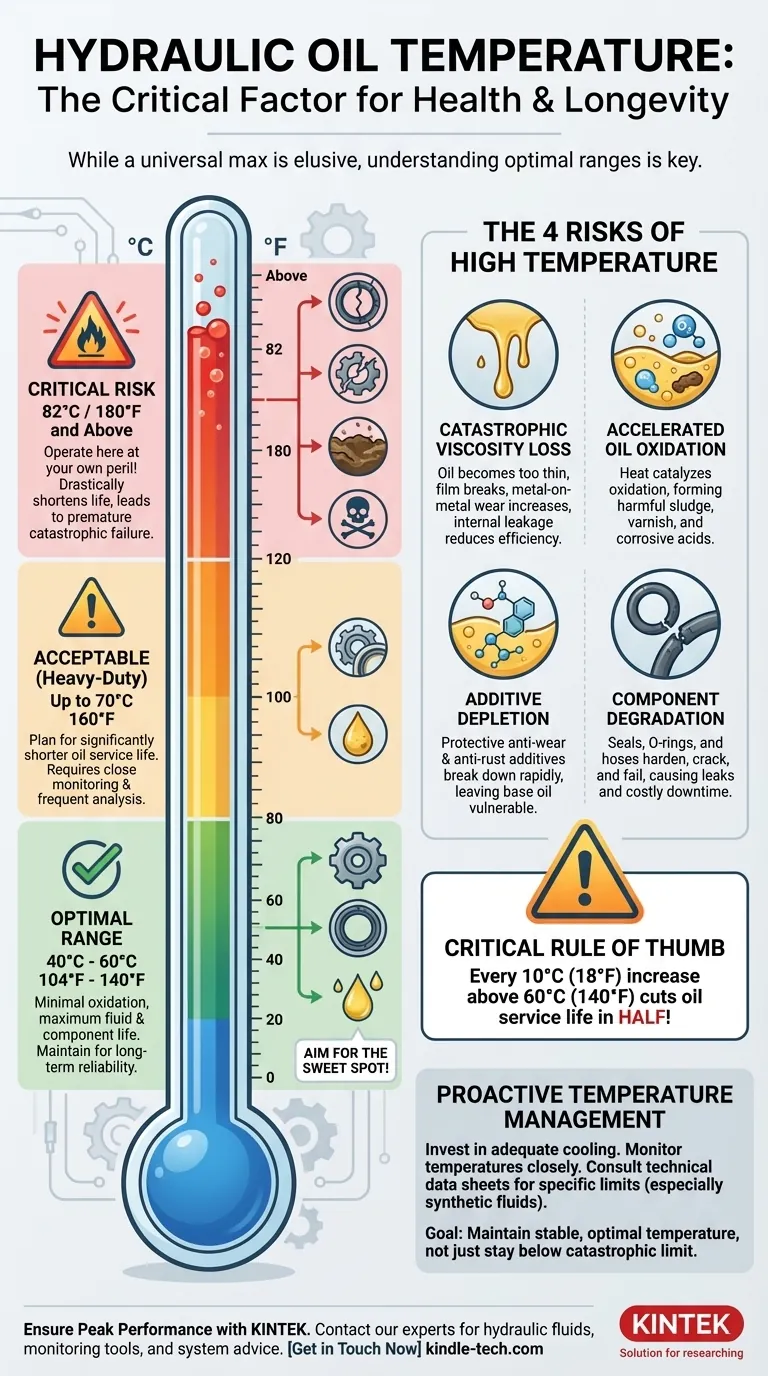
While a definitive universal maximum does not exist, the generally accepted maximum permissible temperature for standard mineral-based hydraulic oil in a stationary system is 82°C (180°F). Operating continuously above this temperature drastically shortens the life of the oil and system components, leading to premature failure. The ideal, however, is significantly lower.
The core issue isn't a single "maximum" temperature, but rather understanding that every degree above an optimal range accelerates fluid degradation and component wear. The goal should be to maintain a stable, optimal temperature, not simply to stay below a catastrophic limit.

Why Temperature is the Critical Factor in Hydraulic Health
Hydraulic systems are designed to operate within a specific fluid viscosity range. Temperature is the single most significant factor that alters this viscosity, directly impacting both performance and reliability.
The Problem with "Too Hot"
Excessive heat is the primary enemy of a hydraulic system. It thins the oil, breaks down its chemical properties, and attacks physical components like seals and hoses.
The Problem with "Too Cold"
Conversely, oil that is too cold is too thick. This can lead to sluggish operation, pump cavitation, and poor lubrication on start-up. Most systems incorporate a warm-up period to address this.
The Four Primary Risks of High Oil Temperature
Exceeding the optimal temperature range introduces four distinct and compounding risks to your system. Understanding these makes the case for proactive temperature management.
Catastrophic Viscosity Loss
As oil heats up, its viscosity (resistance to flow) drops. When the oil becomes too thin, it can no longer maintain an effective lubricating film between moving parts, leading to increased metal-on-metal wear. This also increases internal leakage past seals in pumps, motors, and cylinders, reducing system efficiency and generating even more heat.
Accelerated Oil Oxidation
Heat acts as a catalyst for oxidation, the chemical reaction between the oil's hydrocarbons and oxygen. This process degrades the oil, forming sludge, varnish, and corrosive acids.
A critical rule of thumb is that for every 10°C (18°F) increase above 60°C (140°F), the oil's service life is cut in half.
Additive Depletion
Modern hydraulic oils contain a sophisticated package of additives for anti-wear, anti-rust, and anti-foaming properties. High temperatures cause these additives to break down and deplete far more rapidly, leaving the base oil unprotected and ineffective.
Component Degradation
The soft parts of a hydraulic system are the most vulnerable to heat. Seals, O-rings, and hoses have specific temperature ratings. When exceeded, they will harden, become brittle, and crack, resulting in leaks and costly failures.
Understanding the Trade-offs: The Ideal vs. The Maximum
The distinction between an optimal operating range and a maximum permissible temperature is crucial for maintenance and system design.
The "Maximum" Permissible Temperature
Consider 82°C (180°F) a red line. Operating here, even for short periods, causes irreversible damage. If your system consistently reaches this temperature, it indicates a serious problem with system design or a component failure (e.g., a faulty relief valve or an undersized cooler).
The "Optimal" Operating Range
For maximum fluid life and system reliability, the ideal operating range is between 40°C and 60°C (104°F and 140°F). Within this "sweet spot," the oil maintains its specified viscosity, additives remain effective, and oxidation occurs at a negligible rate.
Factors That Influence Your Specific Limit
While these are general guidelines for mineral oils, specific limits can change. Systems using synthetic fluids may have higher temperature tolerances. Always consult the technical data sheets for both your hydraulic fluid and your system's components (especially seals and hoses) to determine their specific limits.
How to Apply This to Your System
Your operational goal should dictate your approach to temperature management.
- If your primary focus is maximum system lifespan and reliability: You must invest in adequate cooling to consistently maintain oil temperatures between 40°C and 60°C (104°F - 140°F).
- If your system runs heavy-duty, high-pressure cycles: You may need to accept operating temperatures up to 70°C (160°F), but you must also plan for a significantly shorter oil service life and more frequent fluid analysis.
- If you are diagnosing an overheating problem: Any sustained temperature reading above 82°C (180°F) is a critical alarm that requires immediate investigation to prevent catastrophic failure.
Proactive temperature control is the single most effective strategy for ensuring the long-term health and efficiency of your hydraulic system.
Summary Table:
| Temperature Range | Status & Impact | Key Risk |
|---|---|---|
| 40°C - 60°C (104°F - 140°F) | Optimal Range | Minimal oxidation, maximum fluid & component life. |
| Up to 70°C (160°F) | Acceptable (Heavy-Duty) | Plan for shorter oil life; monitor closely. |
| 82°C (180°F) and Above | Maximum / Critical Risk | Oil life halves every 10°C above 60°C; risk of catastrophic failure. |
Is your hydraulic system running too hot? Protect your investment and ensure peak performance.
KINTEK specializes in the precise equipment and consumables that keep your laboratory and industrial systems running reliably. Whether you need high-quality hydraulic fluids, monitoring tools, or expert advice on system maintenance, we are here to support your operational goals.
Contact our experts today to discuss how we can help you maintain optimal temperatures and extend the life of your critical equipment.
Visual Guide
Related Products
- Laboratory Hydraulic Press Split Electric Lab Pellet Press
- Automatic Laboratory Hydraulic Press for XRF & KBR Pellet Press
- Laboratory Hydraulic Press Lab Pellet Press Machine for Glove Box
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Applications
- Heated Hydraulic Press Machine with Heated Plates for Vacuum Box Laboratory Hot Press
People Also Ask
- What role does a laboratory hydraulic press play in BZY20 cold sintering? Boost Green Density to 76%
- What are the specific applications of a lab hydraulic press in biochar evaluation? Optimize density and data accuracy.
- How is a laboratory hydraulic press used to evaluate the mechanical performance of nano-modified concrete? Expert Guide
- Why is a laboratory hydraulic press required for Ru/Cs+/C catalyst preparation? Optimize Density and Performance
- What is the purpose of a laboratory hydraulic press in biomass gasification? Ensure Sample Consistency & Performance










