The Engineering of "Nothing"
In the physical world, creating "nothing" is an incredibly expensive and complex endeavor.
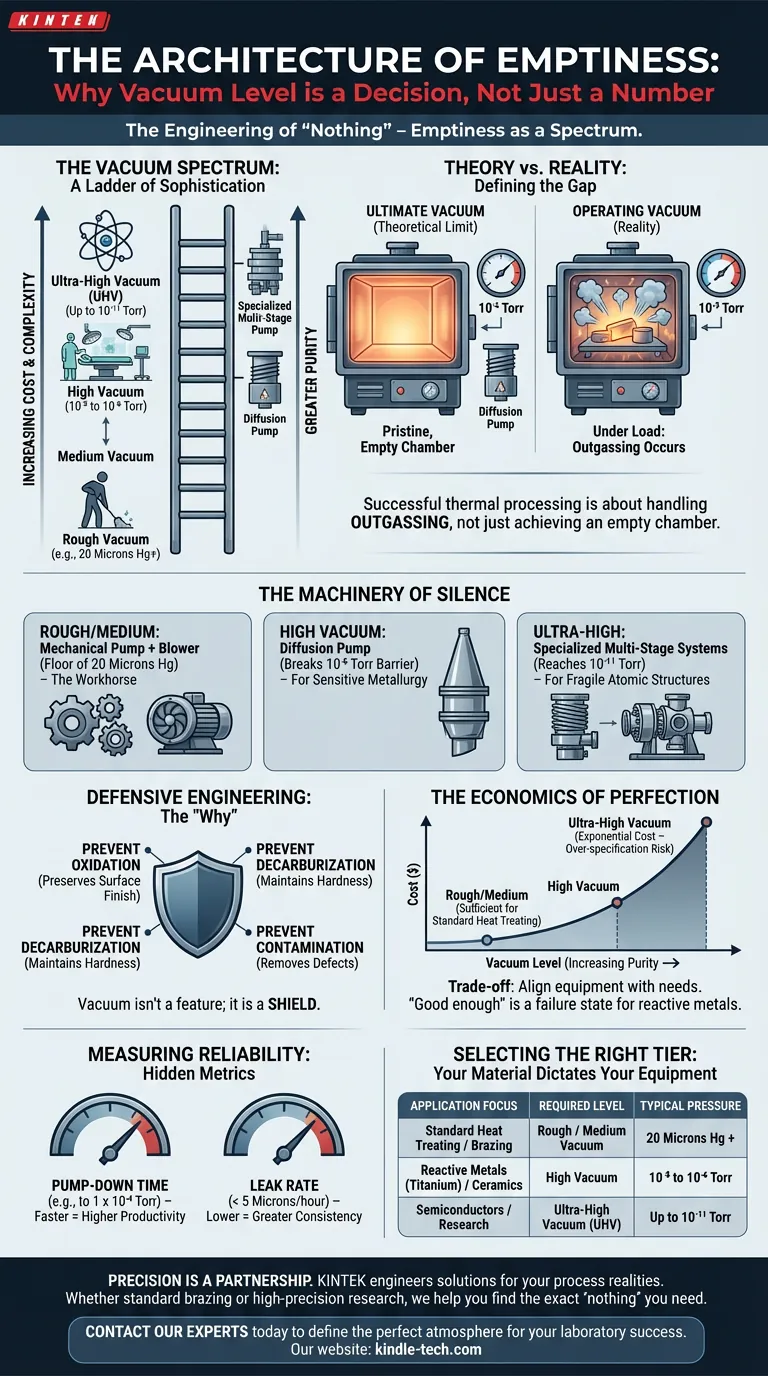
We tend to think of a vacuum as a binary state: it is either empty, or it isn’t. But in materials science and laboratory engineering, emptiness is a spectrum. It is a ladder you climb, where every rung costs more money and requires more sophisticated engineering.
The difference between a rough vacuum and an ultra-high vacuum (UHV) is the difference between sweeping a floor and sterilizing an operating room.
For engineers and lab managers, the question isn't "how low can we go?" It is "how low must we go?"
The Gap Between Theory and Reality
There is often a misunderstanding about what the numbers on a spec sheet actually mean. We need to distinguish between what a machine can do in isolation and what happens when you actually use it.
Ultimate Vacuum
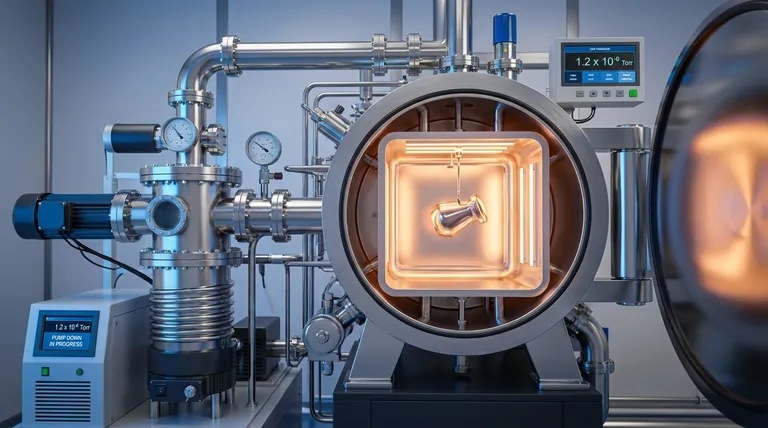
This is the theoretical limit. It is the lowest pressure a furnace’s pumping system can achieve in a pristine, empty, dry chamber. For a high-quality furnace with a diffusion pump, this is often around 10⁻⁶ Torr.
Operating Vacuum
This is the reality. When you introduce a workload—metal parts, ceramics, or brazing compounds—physics interferes. Materials release trapped gases when heated, a process known as outgassing.
Consequently, your operating vacuum will naturally sit higher than the ultimate vacuum, typically around 10⁻⁵ Torr. Successful thermal processing isn't about the empty chamber; it is about the system's ability to handle that outgassing and maintain purity under load.
The Machinery of Silence
The depth of the vacuum is dictated strictly by the hardware. You cannot wish a mechanical pump into performing like a diffusion pump.
- The Rough/Medium Range: A standard mechanical pump and blower combination generally hits a floor of 20 Microns Hg. This is the workhorse level.
- The High Vacuum Range: To break the barrier into the 10⁻⁶ Torr range, you need a diffusion pump. This creates the environment necessary for sensitive metallurgy.
- The Ultra-High Range: Reaching 10⁻¹¹ Torr requires specialized, multi-stage systems designed for the most fragile atomic structures.
Defensive Engineering: Why We Do It
Why go through the trouble? Because oxygen is relentless.
The primary function of a vacuum furnace is protection. It creates an inert defensive perimeter around your materials. By removing air, we prevent:
- Oxidation: Preserving the surface finish.
- Decarburization: Maintaining the carbon content (and therefore hardness) of the steel.
- Contamination: Removing low-temperature by-products that cause defects.
If you are processing titanium or advanced ceramics, even trace amounts of atmosphere can compromise the structural integrity of the part. The vacuum isn't a feature; it is a shield.
The Economics of Perfection
There is a psychological trap in engineering called "over-specification." It is the urge to buy the most capable machine regardless of the need.
In vacuum technology, the cost curve is exponential. Moving from high vacuum to ultra-high vacuum requires advanced seals, sensitive monitoring, and significantly longer pump-down times.
The Trade-off: If you are doing standard heat treating, a medium vacuum is sufficient. Paying for UHV is a waste of capital and adds unnecessary complexity to your maintenance schedule.
However, if you are in semiconductor manufacturing, "good enough" is a failure state. You simply cannot negotiate with the physics of reactive metals.
Measuring Reliability
Two hidden metrics often matter more than the ultimate vacuum number:
- Pump-down time: How long does it take to reach 1 x 10⁻⁴ Torr? In a high-throughput lab, a 15-minute difference per cycle accumulates into massive productivity losses over a year.
- Leak Rate: A furnace is a vessel fighting atmospheric pressure. A quality system should maintain a leak rate of less than 5 Microns per hour. Anything higher introduces inconsistency.
Selecting the Right Tier
Your material dictates your equipment. Do not let the equipment dictate your process.
Use this framework to align your needs with the hardware:
| Application Focus | Required Level | Typical Pressure |
|---|---|---|
| Standard Heat Treating / Brazing | Rough / Medium Vacuum | 20 Microns Hg + |
| Reactive Metals (Titanium) / Ceramics | High Vacuum | 10⁻⁵ to 10⁻⁶ Torr |
| Semiconductors / Research | Ultra-High Vacuum (UHV) | Up to 10⁻¹¹ Torr |
Precision is a Partnership
Navigating the spectrum of vacuum levels requires balancing material science, throughput requirements, and budget. The goal is not the lowest number; the goal is the most reliable outcome for your specific application.
At KINTEK, we don't just sell furnaces; we engineer solutions that match your process realities. Whether you need a robust system for standard brazing or a high-precision unit for sensitive research, our experts help you find the exact "nothing" you need.
Contact Our Experts today to define the perfect atmosphere for your laboratory success.
Visual Guide
Related Products
- Vacuum Induction Melting Spinning System Arc Melting Furnace
- CF KF Flange Vacuum Electrode Feedthrough Lead Sealing Assembly for Vacuum Systems
- Circulating Water Vacuum Pump for Laboratory and Industrial Use
- Vacuum Bellows for Efficient Connection and Stable Vacuum in High-Performance Systems
- 304 316 Stainless Steel Vacuum Ball Valve Stop Valve for High Vacuum Systems
Related Articles
- Introduction to Vacuum Induction Melting: Principles, Processes, and Applications
- Vacuum Induction Melting Furnace: Principle, Advantages, and Applications
- Melting process and maintenance of vacuum induction melting furnace
- How Vacuum Induction Melting (VIM) Transforms High-Performance Alloy Production
- How Vacuum Induction Melting Outperforms Traditional Methods in Advanced Alloy Production



















