
The Hidden Enemy of Strength
An engineer inspects a newly sintered ceramic component, only to find a hairline fracture. The material was perfect, the temperature was precise. So what went wrong?
The failure wasn't in the final step, but in the first one. The component was a victim of its own internal stress—a hidden flaw born from a simple, intuitive, but ultimately imperfect method of creation: directional pressure.
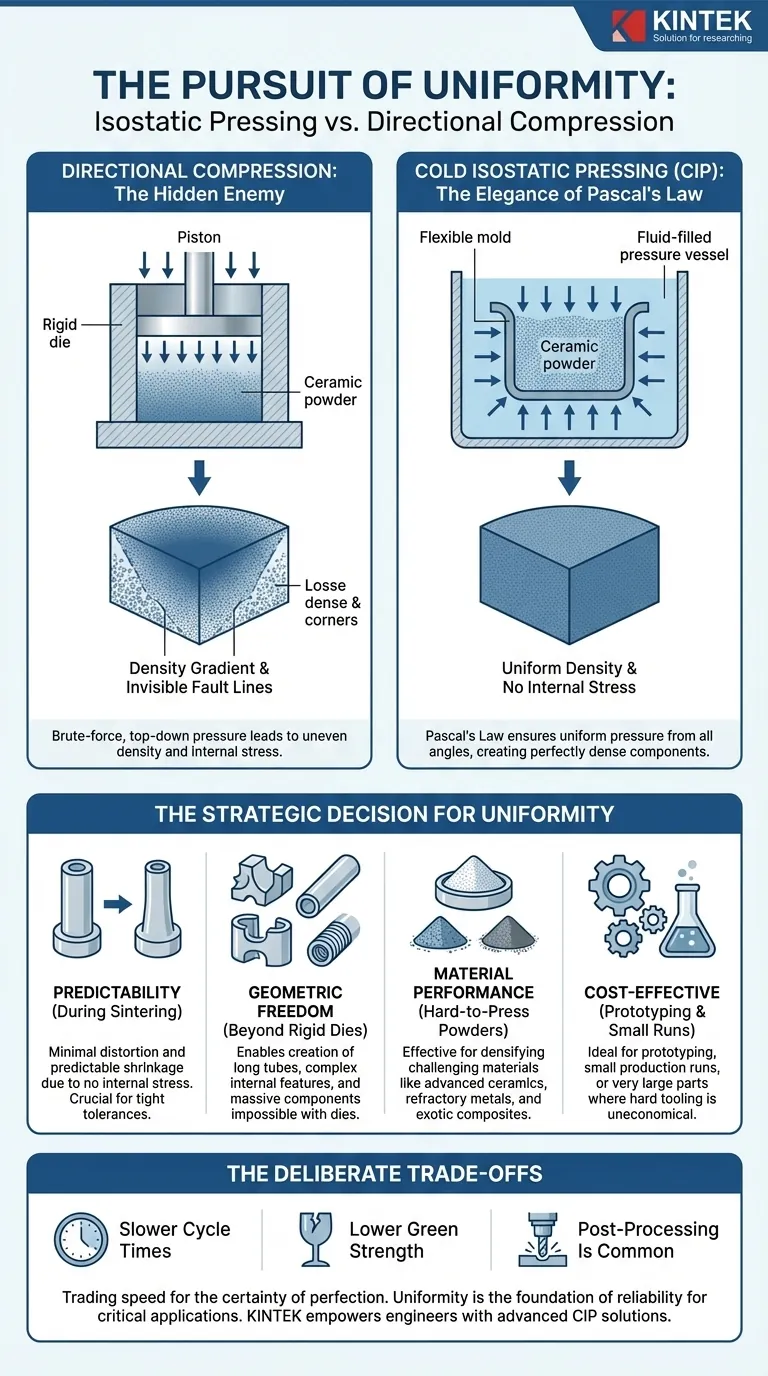
We have a psychological bias for direct action. To make something denser, we press it. But pressing from the top down, like with a traditional mechanical die, is a brute-force approach. It creates a gradient of density, leaving invisible fault lines where pressure was unevenly distributed. These are the seeds of future failure.
Thinking Beyond One Direction
Traditional pressing is like packing a bag of flour by only pushing on the top. The center becomes dense, but the sides and corners remain loose. For a simple brick, this might not matter. For a high-performance turbine blade or a medical implant, it's a catastrophic flaw.
This is where a profound shift in thinking is required, one that leverages a fundamental principle of physics.
The Elegance of Pascal's Law
Cold Isostatic Pressing (CIP) isn't just another manufacturing technique; it's a different philosophy of force. It abandons the hammer for the embrace.
The process is an elegant application of Pascal's Law: pressure applied to a confined fluid is transmitted equally, and undiminished, to all surfaces.
- A powder is sealed in a flexible, elastomeric mold.
- The mold is submerged in a fluid-filled pressure vessel.
- The fluid is pressurized, exerting immense, perfectly uniform pressure on the mold from every conceivable angle at once.
The result is a "green" compact where every particle has been subjected to the exact same compressive force as its neighbors. There are no gradients, no internal stress lines, no hidden weaknesses. There is only uniformity.
The Strategic Decision for Uniformity
Choosing CIP is a conscious decision to prioritize ultimate integrity over sheer speed. It's a solution for a specific class of problems where "good enough" is not good enough.
For Predictability in a Chaotic Process
The single greatest advantage of a uniformly dense green part is how it behaves during sintering. It shrinks predictably.
With no internal stress to relieve, the part maintains its intended geometry with minimal distortion. This level of control is non-negotiable for aerospace, medical, and electronic components where final tolerances are measured in microns.
For Shapes That Defy Rigid Dies
Hydrostatic pressure frees design from the limitations of straight lines and simple cavities. It allows for the creation of parts that are impossible with traditional tooling:
- Long, thin tubes: With high length-to-diameter ratios that would buckle or crack under uniaxial pressure.
- Complex internal features: Including threads, undercuts, and tapers that a rigid die cannot form.
- Massive components: Where the cost and complexity of a giant steel die would be astronomical.
For Materials That Refuse to Compromise
Advanced ceramics, refractory metals, and exotic composites don't compact easily. They resist conventional force. CIP provides the overwhelming, all-encompassing pressure needed to densify these challenging materials into a cohesive, usable form.
The Deliberate Trade-Offs
This pursuit of perfection requires patience. CIP is not a universal replacement for high-volume manufacturing.
- Slower Cycle Times: It is a batch process. The steps of loading, sealing, pressurizing, and unloading take more time than an automated press stamping out parts every second.
- Lower Green Strength: The resulting green compacts are often fragile and must be handled with care before the final sintering fuses them into a robust final part.
- Post-Processing Is Common: The flexible molds that enable complex shapes do not offer the same razor-sharp precision as a hard die. Machining the green compact is often a necessary step for achieving the tightest tolerances.
This isn't a flaw in the system. It's the price of integrity. You trade speed for the certainty that your part is as close to perfect as physically possible before it enters the kiln.
A Framework for Your Decision
When should you specify Cold Isostatic Pressing? Consider the primary driver of your design.
| If Your Priority Is... | Then CIP is the choice for... |
|---|---|
| Final Part Integrity | Minimizing distortion and ensuring uniform, predictable shrinkage during sintering. |
| Geometric Freedom | Parts with complex internal features, long aspect ratios, or shapes impossible for rigid dies. |
| Material Performance | Compacting hard-to-press powders like advanced ceramics, refractory metals, and composites. |
| Cost-Effective R&D | Prototyping, small production runs, or very large parts where hard tooling is not economical. |
The choice to use CIP is a statement about what you value. It's a commitment to eliminating the invisible variables that lead to failure. At KINTEK, we provide the advanced lab-scale and production CIP equipment that empowers engineers and researchers to achieve this level of material perfection. We understand that for the most critical applications, uniformity isn't a feature—it's the foundation of reliability.
If your work demands components with uncompromising integrity and complex geometries, we can help you specify the right solution. Contact Our Experts
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Electric Split Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Automatic Lab Cold Isostatic Press CIP Machine Cold Isostatic Pressing
- Manual Cold Isostatic Pressing Machine CIP Pellet Press
- Isostatic Molding Pressing Molds for Lab
Related Articles
- The Role of Powder Characteristics in Cold Isostatic Pressing
- Understanding Cold Isostatic Pressing: Process, Advantages and Types
- Cold Isostatic Pressing: Techniques and Applications
- Beyond the Furnace: Mastering Material Density with Cold Isostatic Pressing
- Operating steps and precautions for electric isostatic press












