
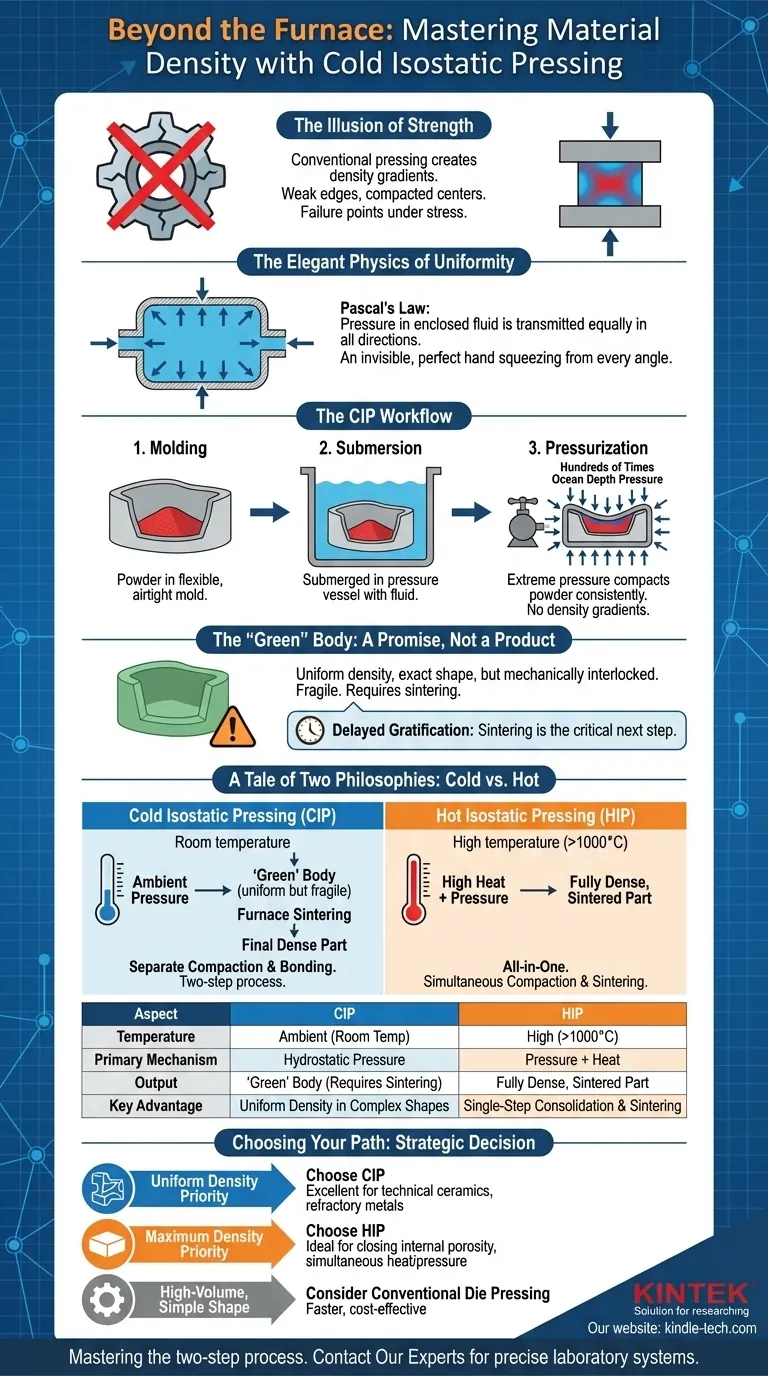
The Illusion of Strength
Imagine trying to form a complex ceramic gear. If you press the ceramic powder in a simple die, applying force from one direction, you create a part that looks solid. But it's an illusion.
The part is riddled with invisible density gradients. The areas directly under the press are compacted, while the edges and complex features are weaker. Under stress, these are the points where failure begins. This is the fundamental challenge of powder metallurgy: achieving uniformity.
Our intuition often connects strength with intense heat. We think of forges and furnaces. Cold Isostatic Pressing (CIP) challenges this mental model. It achieves its magic not with thermal energy, but with a quiet, immense, and perfectly uniform force.
The Elegant Physics of Uniformity
The principle behind CIP is Pascal's Law, a beautifully simple concept from physics: pressure applied to an enclosed fluid is transmitted equally in all directions.
In a CIP system, this isn't just theory; it's a manufacturing strategy. The process acts like an invisible, perfect hand, squeezing the material from every possible angle at once.
Here’s how it works:
- Molding: The raw powder (ceramic, metal, or composite) is carefully placed into a flexible, airtight mold that defines the part's final shape.
- Submersion: This sealed mold is submerged in a pressure vessel filled with a liquid, typically water.
- Pressurization: An external pump pressurizes the liquid to extreme levels—often hundreds of times greater than the pressure at the bottom of the ocean.
Because the pressure is transmitted through a fluid, it envelops the mold and collapses it uniformly, compacting the powder inside with perfect consistency. There are no density gradients, no hidden weak spots.
The "Green" Body: A Promise, Not a Product
The part that emerges from the CIP vessel is called a "green" body. It has the exact shape of the mold and a remarkably uniform density. You can hold it.
But it is not finished. The powder particles are only mechanically interlocked, held together by friction and proximity. The green body is in a state of potential—it has form but lacks the final metallurgical bonds that give it true strength. It is fragile.
This requires a psychological shift for the engineer. The manufacturing process becomes one of delayed gratification. The green body must be handled with care, as the final, critical step—sintering—is yet to come.
A Tale of Two Philosophies: Cold vs. Hot
The name "Cold Isostatic Pressing" is often misunderstood. "Cold" doesn't mean cryogenic; it simply means the process happens at ambient room temperature. No external heat is added.
This is the core of its philosophy: separate the problem of compaction from the problem of bonding.
The Inevitable Next Step: Sintering
Because CIP is a purely mechanical process, the green body must undergo a subsequent high-temperature sintering cycle. Inside a furnace, heat finally fuses the compacted particles into a strong, solid mass. CIP and sintering are two halves of a whole process.
The All-in-One Alternative: Hot Isostatic Pressing (HIP)
Hot Isostatic Pressing (HIP) represents the opposite philosophy. It combines immense pressure and extreme heat (often over 1,000°C) in a single step. It compacts and sinters simultaneously, producing a fully dense part directly from the vessel.
| Aspect | Cold Isostatic Pressing (CIP) | Hot Isostatic Pressing (HIP) |
|---|---|---|
| Temperature | Ambient (Room Temperature) | High (e.g., >1000°C) |
| Primary Mechanism | Hydrostatic Pressure | Pressure + Heat |
| Output | 'Green' Body (Requires Sintering) | Fully Dense, Sintered Part |
| Key Advantage | Uniform Density in Complex Shapes | Single-Step Consolidation & Sintering |
Choosing Your Path: When to Separate Pressure and Heat
Selecting the right technology is a strategic decision that depends entirely on your material, geometry, and production goals. The choice is a trade-off between process complexity and final part quality.
-
Choose CIP when uniform density in complex shapes is your highest priority. It excels with hard-to-press materials like technical ceramics and refractory metals, where eliminating internal defects is critical for performance. This two-step approach gives you more control over the final microstructure.
-
Choose HIP when your goal is to achieve maximum density and final properties in a single, efficient cycle. It is ideal for closing internal porosity in castings or consolidating powders that benefit from simultaneous heat and pressure.
-
Consider conventional die pressing for high-volume production of simple shapes. When complexity and perfect uniformity are less critical, it remains a faster and more cost-effective method.
Mastering this two-step process of compaction and sintering is essential for laboratories developing next-generation materials. For this, you need precise, reliable equipment. KINTEK specializes in providing advanced laboratory systems, including the Cold Isostatic Presses and high-temperature furnaces required to turn advanced powders into high-integrity components.
If you are looking to achieve unparalleled uniformity in your parts, let's talk about the right tools for the job. Contact Our Experts
Visual Guide
Related Products
- Electric Split Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Electric Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Automatic Lab Cold Isostatic Press CIP Machine Cold Isostatic Pressing
- Manual Cold Isostatic Pressing Machine CIP Pellet Press
- Warm Isostatic Press for Solid State Battery Research
Related Articles
- Principle and Process of Cold Isostatic Pressing
- Selecting Isostatic Pressing Equipment for High-Density Molding
- Cold Isostatic Pressing for Medical Applications Challenges and Solutions
- Understanding Isostatic Pressing: Cold and Hot Techniques
- Cold Isostatic Pressing A Game Changer in Material Science












