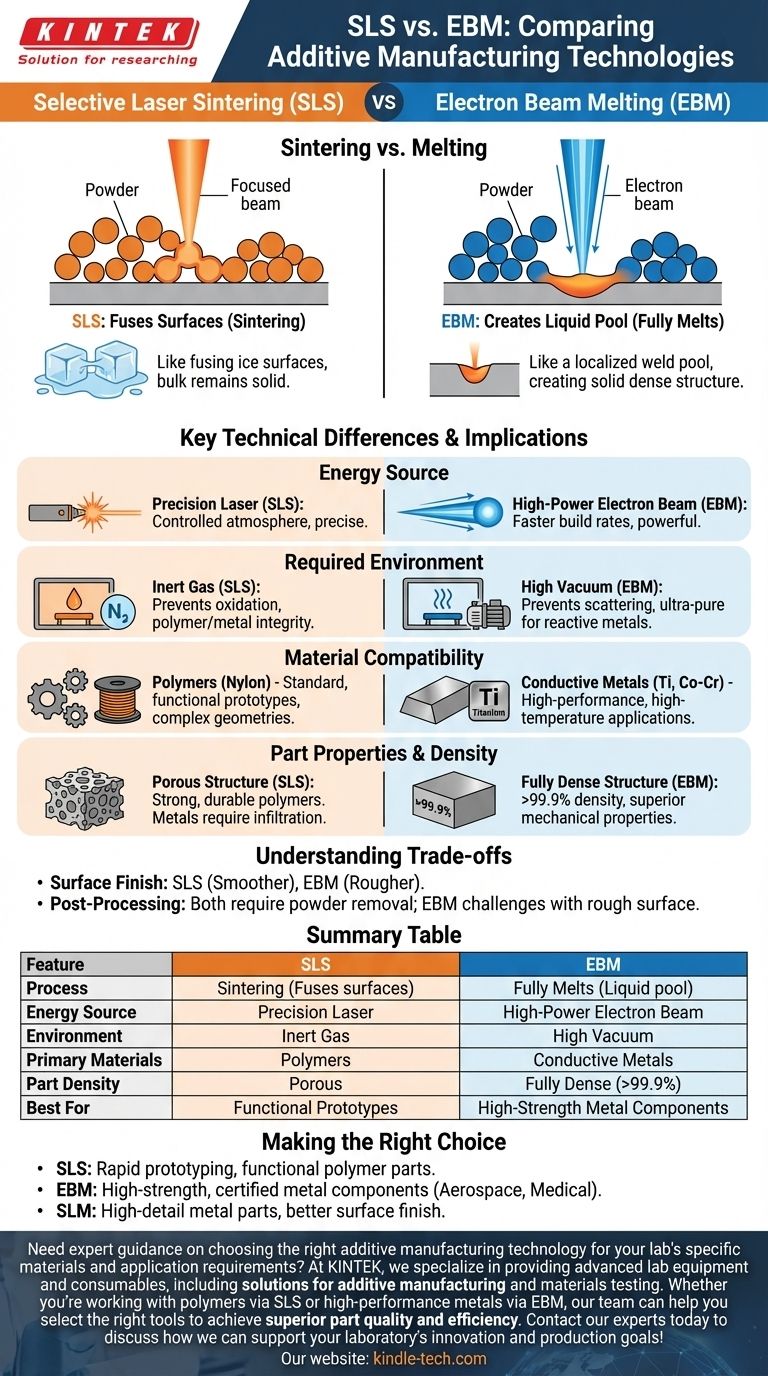
At a fundamental level, the difference is in the energy source and the physical process it triggers. Selective Laser Sintering (SLS) uses a precision laser to heat powder particles to just below their melting point, fusing them together. In contrast, Electron Beam Melting (EBM) uses a powerful electron beam to completely melt the powder, creating a fully liquid pool that solidifies.
The choice between SLS and EBM is a strategic decision between the material versatility of sintering, which excels with polymers, and the specialized power of full melting, which produces high-strength, fully dense metal parts for the most demanding applications.

The Core Distinction: Sintering vs. Melting
The terms "sintering" and "melting" define the core of each technology. While they both build parts layer by layer from a powder bed, the way they bond that powder dictates the final outcome.
The Sintering Process (SLS)
In sintering, the laser provides just enough energy to fuse the outer surfaces of powder particles. The material does not become fully liquid.
Think of it like fusing two ice cubes together by heating their surfaces just enough to create a thin layer of water that then refreezes, bonding them. The bulk of the ice remains solid. This process is highly effective for polymers like nylon and can also be used for some metals.
The Melting Process (EBM)
Melting, as performed by EBM, involves heating the material well past its melting point until it changes state from solid to a complete liquid.
This is more like creating a small, localized weld pool. The electron beam's high energy fully liquefies the metal powder in a specific area, which then cools and solidifies into a solid, dense structure. This method is exclusively used for conductive metals.
Key Technical Differences and Their Implications
The choice of energy source—light versus electrons—creates a cascade of differences that affect everything from the machine's environment to the properties of the final part.
Energy Source: Laser vs. Electron Beam
A laser (SLS) is a focused beam of light. It's precise and delivers energy effectively in a controlled atmosphere.
An electron beam (EBM) is a stream of charged particles. It is significantly more powerful than the lasers typically used in SLS, allowing for faster build rates. However, electrons are easily scattered by air molecules, which necessitates a special environment.
Required Environment: Inert Gas vs. Vacuum
SLS machines operate in a chamber filled with an inert gas, typically nitrogen. This prevents the heated polymer or metal powder from oxidizing, which would compromise the part's integrity.
EBM machines require a high vacuum. This vacuum serves two purposes: it prevents the electron beam from scattering, and it creates an ultra-pure environment that protects highly reactive metals (like titanium) from contamination, resulting in superior material properties.
Material Compatibility
SLS is the industry standard for polymers, particularly nylons, making it a go-to for functional prototypes and end-use parts with complex geometries. While metal SLS exists, it's less common.
EBM is exclusively for conductive metals. It excels with high-performance, high-temperature materials like titanium alloys and cobalt-chrome, which are difficult to process with other methods.
Part Properties and Density
EBM parts are fully dense (greater than 99.9%) and often have mechanical properties superior to those of cast or even forged parts. The vacuum environment results in extremely pure material with low residual stress.
SLS parts made from polymers are strong and durable for many applications. Metal parts made via sintering are inherently more porous than melted parts and may require a secondary infiltration step to achieve full density and maximum strength.
Understanding the Trade-offs
Neither technology is universally better; they are optimized for different outcomes. Understanding their limitations is critical for making an informed decision.
The Cost of a Vacuum
The vacuum chamber in an EBM system is a key advantage for material purity, but it also adds complexity and cycle time. The machine must pump down to a vacuum before a build and cool down significantly before the parts can be removed, extending the total process time.
Precision and Surface Finish
Due to its high power and larger beam spot size, EBM is generally faster but produces parts with a rougher surface finish. SLS typically offers finer feature resolution and a smoother "as-built" surface.
Post-Processing Demands
Both technologies require the removal of loose powder after the build is complete. EBM's rougher surface can make powder removal more challenging. EBM parts are often machined or polished for critical surfaces, while SLS polymer parts are often bead-blasted or dyed.
Making the Right Choice for Your Goal
Selecting the correct technology requires aligning its strengths with your project's non-negotiable requirements.
- If your primary focus is rapid prototyping or producing functional polymer parts: SLS is the definitive choice for its material options (especially nylons) and its ability to create complex geometries without dedicated support structures.
- If your primary focus is producing high-strength, certified metal components for aerospace or medical use: EBM is the superior technology, delivering fully dense, low-stress parts in materials like titanium with properties that meet rigorous industry standards.
- If your primary focus is high-detail metal parts with a good surface finish: You should also consider Selective Laser Melting (SLM), a related technology that uses a laser to fully melt metal powder, often providing finer resolution than EBM.
Ultimately, understanding the fundamental process—fusing particle surfaces versus creating a complete liquid pool—is the key to selecting the technology that best matches your material needs and performance requirements.
Summary Table:
| Feature | Selective Laser Sintering (SLS) | Electron Beam Melting (EBM) |
|---|---|---|
| Process | Sinters powder particles (fuses surfaces) | Fully melts powder (creates liquid pool) |
| Energy Source | Precision Laser | High-Power Electron Beam |
| Environment | Inert Gas (Nitrogen) | High Vacuum |
| Primary Materials | Polymers (Nylon), Some Metals | Conductive Metals (Titanium, Cobalt-Chrome) |
| Part Density | Porous (may require infiltration) | Fully Dense (>99.9%) |
| Best For | Functional Prototypes, Complex Polymer Parts | High-Strength Metal Components (Aerospace, Medical) |
Need expert guidance on choosing the right additive manufacturing technology for your lab's specific materials and application requirements?
At KINTEK, we specialize in providing advanced lab equipment and consumables, including solutions for additive manufacturing and materials testing. Whether you're working with polymers via SLS or high-performance metals via EBM, our team can help you select the right tools to achieve superior part quality and efficiency.
Contact our experts today to discuss how we can support your laboratory's innovation and production goals!
Visual Guide
Related Products
- Spark Plasma Sintering Furnace SPS Furnace
- Silicon Carbide (SIC) Ceramic Sheet Wear-Resistant Engineering Advanced Fine Ceramics
- Vacuum Dental Porcelain Sintering Furnace
- Dental Porcelain Zirconia Sintering Ceramic Furnace Chairside with Transformer
- Dental Porcelain Zirconia Sintering Ceramic Vacuum Press Furnace
People Also Ask
- What is the mechanism of SPS process? A Deep Dive into Rapid, Low-Temperature Sintering
- What is the theory of spark plasma sintering? A Guide to Rapid, Low-Temperature Densification
- What is the process fundamentals of spark plasma sintering? Achieve Rapid, High-Density Material Consolidation
- What are the advantages of CAMI/SPS for W-Cu composite preparation? Reduce cycles from hours to seconds.
- What are the fundamentals of spark plasma sintering process? Unlock Rapid, High-Performance Material Consolidation




