At its core, brazing offers the ability to create strong, clean joints between dissimilar materials without melting the base metals. This process uses a filler metal that melts at a lower temperature and is drawn into the joint by capillary action, forming a solid metallurgical bond upon cooling. While powerful, its effectiveness is highly dependent on precise process control.
The central trade-off of brazing is one of control versus cost. While simple torch brazing is accessible, it risks damaging the workpiece. Conversely, highly controlled furnace brazing produces superior, repeatable joints but requires significant investment in equipment and process development.

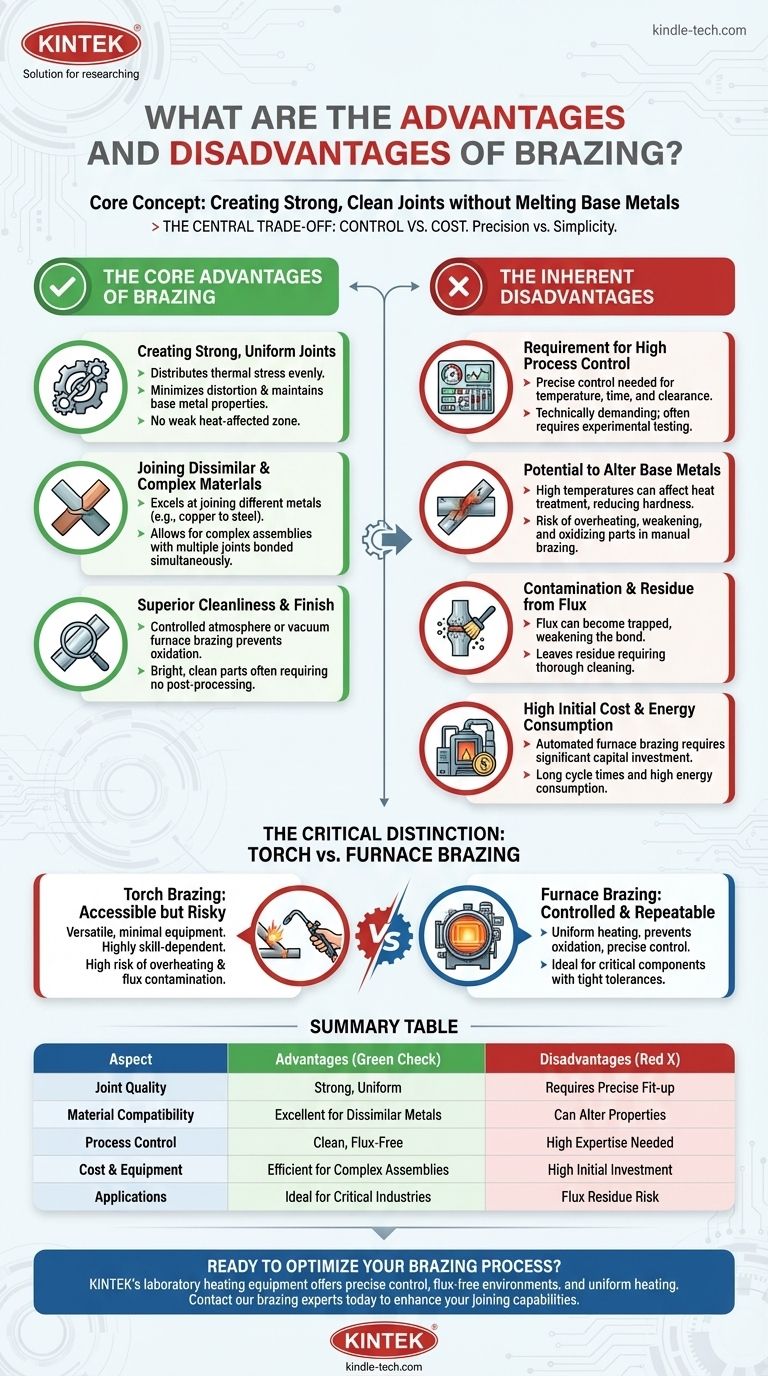
The Core Advantages of Brazing
Brazing is selected over other joining methods for several distinct benefits, particularly in applications requiring high precision and material integrity.
Creating Strong, Uniform Joints
Brazing distributes thermal stress more evenly across the joint compared to welding. This minimizes distortion and maintains the mechanical properties of the parent materials.
Because the base metals are not melted, there is less risk of altering their fundamental structure or creating a weak heat-affected zone.
Joining Dissimilar and Complex Materials
This process excels at joining different types of metals, such as copper to steel, which can be difficult or impossible to weld.
The use of a filler metal allows for the creation of complex assemblies with multiple joints, which can all be bonded simultaneously in a single furnace cycle, increasing efficiency.
Superior Cleanliness and Finish
Controlled atmosphere or vacuum furnace brazing is an exceptionally clean process. It actively prevents and even removes oxides from the part surfaces.
This results in bright, clean parts with high-quality joints that often require no post-processing or cleaning, a significant advantage for industries like medical, aerospace, and semiconductor.
Understanding the Inherent Disadvantages
The benefits of brazing are balanced by several challenges and limitations that must be carefully managed.
Requirement for High Process Control
Brazing success is dictated by precise control over parameters like temperature, time, heating and cooling rates, and joint clearance.
Determining the optimal combination of these parameters often requires experimental testing, making the process technically demanding.
Potential to Alter Base Metals
While brazing temperatures are lower than welding, they are still high enough to affect the heat treatment of the base metals. This can result in reduced hardness or other changes in material properties.
In manual torch brazing, it is easy to overheat the part, which can weaken and oxidize the base metal, resulting in a weak and unsightly joint.
Contamination and Residue from Flux
Many brazing processes, especially open-air torch brazing, require a chemical flux to prevent oxidation and clean the metal surfaces.
This flux can become trapped within the joint, creating voids that weaken the bond. It also leaves behind a residue that must be thoroughly cleaned after the operation.
High Initial Cost and Energy Consumption
Automated furnace brazing, particularly vacuum brazing, requires a significant capital investment in equipment.
The processes can also have long cycle times and high energy consumption, contributing to higher operational costs compared to simpler joining methods.
The Critical Distinction: Torch vs. Furnace Brazing
The advantages and disadvantages you experience are heavily influenced by the specific brazing method you employ.
Torch Brazing: Accessible but Risky
Hand brazing with a torch is versatile and requires minimal equipment. It is often used for repairs and low-volume production.
However, it relies entirely on operator skill. The risk of overheating, uneven heat application, and flux contamination is very high.
Furnace Brazing: Controlled and Repeatable
Brazing inside a vacuum or controlled atmosphere furnace provides uniform heating, prevents oxidation without flux, and allows for precise, repeatable control over the entire cycle.
This method produces the highest quality joints and is ideal for critical components with tight tolerances, though it involves a much higher initial investment.
Making the Right Choice for Your Application
Selecting the correct approach depends entirely on your project's specific requirements for quality, volume, and cost.
- If your primary focus is high-volume production of critical components: Furnace brazing is the definitive choice for its exceptional repeatability, cleanliness, and joint integrity.
- If your primary focus is joining complex assemblies or dissimilar metals: Brazing is an excellent candidate, but the required joint strength will determine if a controlled furnace process is necessary.
- If your primary focus is low-cost repairs or one-off prototypes: Manual torch brazing can be effective, provided you carefully manage heat input and flux application to avoid damaging the parts.
Understanding these trade-offs allows you to leverage brazing not just as a joining process, but as a precise engineering tool.
Summary Table:
| Aspect | Advantages | Disadvantages |
|---|---|---|
| Joint Quality | Strong, uniform joints with minimal distortion | Requires precise joint clearance and fit-up |
| Material Compatibility | Excellent for joining dissimilar metals | Can alter base metal heat treatment properties |
| Process Control | Clean, flux-free joints in controlled atmospheres | High technical expertise and parameter control needed |
| Cost & Equipment | Efficient for complex multi-joint assemblies | High initial investment for furnace brazing systems |
| Applications | Ideal for medical, aerospace, and semiconductor industries | Flux residue risk in torch brazing requires post-cleaning |
Ready to Optimize Your Brazing Process?
Whether you're joining dissimilar metals for aerospace components or creating complex assemblies for medical devices, KINTEK's expertise in laboratory heating equipment can transform your brazing results. Our controlled atmosphere and vacuum furnaces deliver the precision, repeatability, and cleanliness your critical applications demand.
We help you overcome brazing challenges by providing:
- Precise Temperature Control for consistent, high-quality joints
- Flux-Free Environments that eliminate contamination risks
- Uniform Heating Solutions to minimize distortion and stress
- Technical Support from brazing specialists who understand material science
Don't let process limitations compromise your product integrity. Contact our brazing experts today to discuss how KINTEK's laboratory equipment solutions can enhance your joining capabilities and deliver superior results for your specific application needs.
Visual Guide
Related Products
- Vacuum Heat Treat Sintering Brazing Furnace
- 10L Chilling Circulator Cooling Water Bath Low Temperature Constant Temperature Reaction Bath
People Also Ask
- How does a vacuum heat treatment work? Achieve Superior Material Properties in a Pristine Environment
- How does a vacuum brazing furnace work? Achieve Superior, Flux-Free Metal Joining
- What is the cost of a vacuum brazing furnace? A guide to key factors and investment strategy
- Can brazing be used for ferrous metals? Yes, and here's how to ensure a strong joint.
- What is a vacuum heat treatment furnace? Achieve Unmatched Purity and Control

