Choosing the right frequency for an induction heating process is a critical decision that balances physics and practical goals. The primary factors you must consider are the desired heating depth (reference depth), the size, thickness, and material of the workpiece, and the specific process requirement, such as surface hardening, through-heating, or melting. Higher frequencies concentrate heat near the surface, while lower frequencies penetrate deeper.
The fundamental principle to grasp is that frequency dictates heating depth. High frequencies create shallow heat for surface treatments, while low frequencies drive heat deep into a part's core. All other factors—material, size, and cost—are evaluated through the lens of this core relationship.
The Core Principle: Frequency and Heating Depth
The entire science of induction heating is built upon the relationship between the alternating current's frequency and the "skin effect," which describes how induced eddy currents flow within a conductor.
How Frequency Controls Heat Penetration
An alternating magnetic field induces eddy currents in the conductive workpiece, and the resistance to the flow of these currents generates heat.
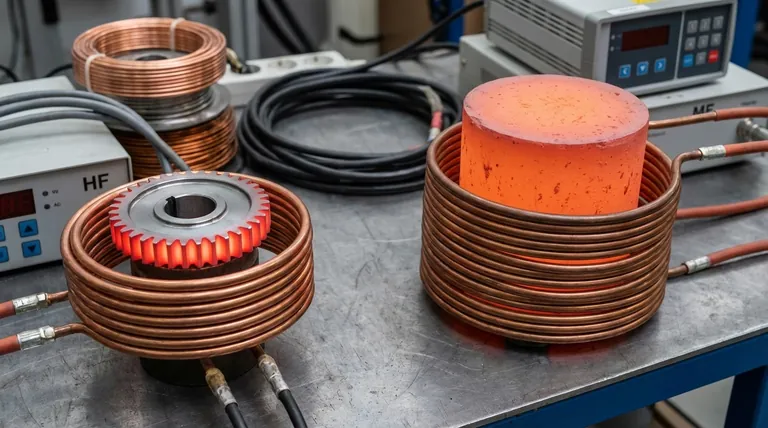
At high frequencies (e.g., 100-500 kHz), the eddy currents are forced to flow in a very thin layer near the surface of the part. This results in rapid, concentrated surface heating.
At low or medium frequencies (e.g., 1-10 kHz), the eddy currents flow much deeper into the material. This allows for slower, more uniform heating of the entire part cross-section. This penetration depth is often called the electrical reference depth.
Defining the Frequency Bands
While definitions can vary slightly between manufacturers, the industry generally uses two primary ranges for these applications:
- Medium Frequency (MF): Typically operates between 1 kHz and 10 kHz. This range is the standard choice for applications requiring deep heat penetration.
- High Frequency (HF): Generally operates in the range of 60 kHz to 500 kHz. This band is used when heat must be concentrated on or near the surface.
Key Factors Influencing Your Choice
Beyond the core principle of depth, several workpiece and process characteristics will guide your frequency selection to achieve an optimal result.
Workpiece Size and Thickness
For large, thick parts, a lower frequency is necessary to allow the heat to "soak" through to the core. Using a high frequency on a thick part would super-heat the surface long before the center gets warm.
For small or thin parts, a high frequency is required. It heats the part very quickly and efficiently, and since the part is thin, the heat naturally conducts to the core in a short amount of time.
Material Properties: Magnetic vs. Non-Magnetic
Materials like iron and steel are magnetic below their Curie temperature (around 770°C or 1420°F).
In magnetic materials, heat is generated by both eddy currents and a secondary effect called hysteresis. This magnetic friction makes heating more efficient, especially at lower frequencies. Once the material passes the Curie temperature, it becomes non-magnetic, and only eddy currents continue to generate heat.
Material Resistivity
A material's electrical resistivity affects how easily eddy currents can be converted into heat. Materials with higher resistivity (like steel) heat more readily than materials with very low resistivity (like copper or aluminum). This can influence the power and time required, but frequency remains the primary driver of heat location.
The Specific Heating Process
Your end goal is the ultimate deciding factor.
- Surface Hardening: Requires a hard surface case and a soft core. This demands shallow, precise heating, making high frequency the only viable choice.
- Through-Heating for Forging or Forming: The entire part must be heated uniformly to a malleable temperature. This requires deep heat penetration, making medium frequency the standard.
- Melting: To melt a large volume of metal, the entire charge must be heated. This is best accomplished with low to medium frequencies that generate deep, stirring currents.
- Brazing and Soldering: This often involves heating a specific joint area on a larger assembly. High frequency is typically preferred to deliver fast, localized heat without affecting the rest of the part.
Understanding the Trade-offs
Selecting a frequency is not just a technical exercise; it involves practical and financial considerations.
Efficiency vs. Depth
A high-frequency system is extremely efficient for heating a surface but very inefficient for through-heating a large part. Conversely, a low-frequency system is efficient for bulk heating but cannot create a shallow hardened case. Using the wrong frequency leads to wasted energy and long heating times.
Cost and Complexity
Sometimes, different combinations of power and frequency can achieve a similar result. A lower-power, high-frequency unit might accomplish the same small-part heating task as a higher-power, medium-frequency unit. The purchase cost, operating cost, and complexity of the equipment must be weighed against the process requirements.
The "One Size Fits None" Problem
An induction system is optimized for a specific frequency range. A system designed for high-frequency surface hardening is fundamentally unsuited for low-frequency through-heating. It is critical to select equipment designed for your primary application, as a single machine rarely masters both ends of the frequency spectrum.
Making the Right Choice for Your Application
To make a definitive choice, align the frequency with your primary processing goal.
- If your primary focus is surface hardening: You need shallow, precise heating. Select a high-frequency (HF) system, typically in the 100-500 kHz range.
- If your primary focus is through-heating for forging: You need deep, uniform heat. Select a medium-frequency (MF) system, typically in the 1-10 kHz range.
- If your primary focus is melting large volumes: You need efficient bulk heating. Select a low- to medium-frequency system to penetrate and stir the entire metal charge.
- If your primary focus is brazing or heating small, delicate parts: You need fast, localized energy. Select a high-frequency (HF) system to minimize heat spread and cycle time.
Matching the frequency to your material and goal is the key to unlocking an efficient, repeatable, and precisely controlled heating process.
Summary Table:
| Factor | High Frequency (e.g., 100-500 kHz) | Low/Medium Frequency (e.g., 1-10 kHz) |
|---|---|---|
| Heating Depth | Shallow (surface) | Deep (core) |
| Best For | Surface hardening, brazing, thin parts | Through-heating, forging, melting, thick parts |
| Material Type | Efficient on magnetic materials | Effective for bulk heating of all conductors |
Unlock Precision and Efficiency in Your Lab
Choosing the correct induction heating frequency is crucial for achieving consistent, high-quality results in your material processing. At KINTEK, we specialize in providing robust lab equipment and consumables tailored to your specific induction heating needs—whether you're working on surface hardening, brazing, or through-heating applications.
Our experts can help you select the ideal system to enhance your process efficiency, reduce energy costs, and ensure repeatable outcomes. Contact us today to discuss your requirements and discover how KINTEK can support your laboratory's success.
Get in touch with our team now to optimize your induction heating process!
Visual Guide

Related Products
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Lab-Scale Vacuum Induction Melting Furnace
- Infrared Heating Quantitative Flat Plate Press Mold
- Multi Heating Zones CVD Tube Furnace Machine Chemical Vapor Deposition Chamber System Equipment
- 10L Heating Chilling Circulator Cooling Water Bath Circulator for High and Low Temperature Constant Temperature Reaction
People Also Ask
- What role does an induction vacuum hot pressing furnace play in sintering? Achieve 98% Density in Carbide Blocks
- What are the advantages of a vacuum hot press furnace for W-50%Cu? Achieve 99.6% Density at Lower Temperatures
- What role does the high vacuum environment play in sintering graphite film/aluminum composites? Optimize Your Bonding
- Why is a high-precision temperature control system in a vacuum hot press furnace critical? Perfect Cu-Ti3SiC2 Synthesis
- What is the application value of a vacuum hot press furnace? Unlock High-Density Complex Carbide Ceramics















