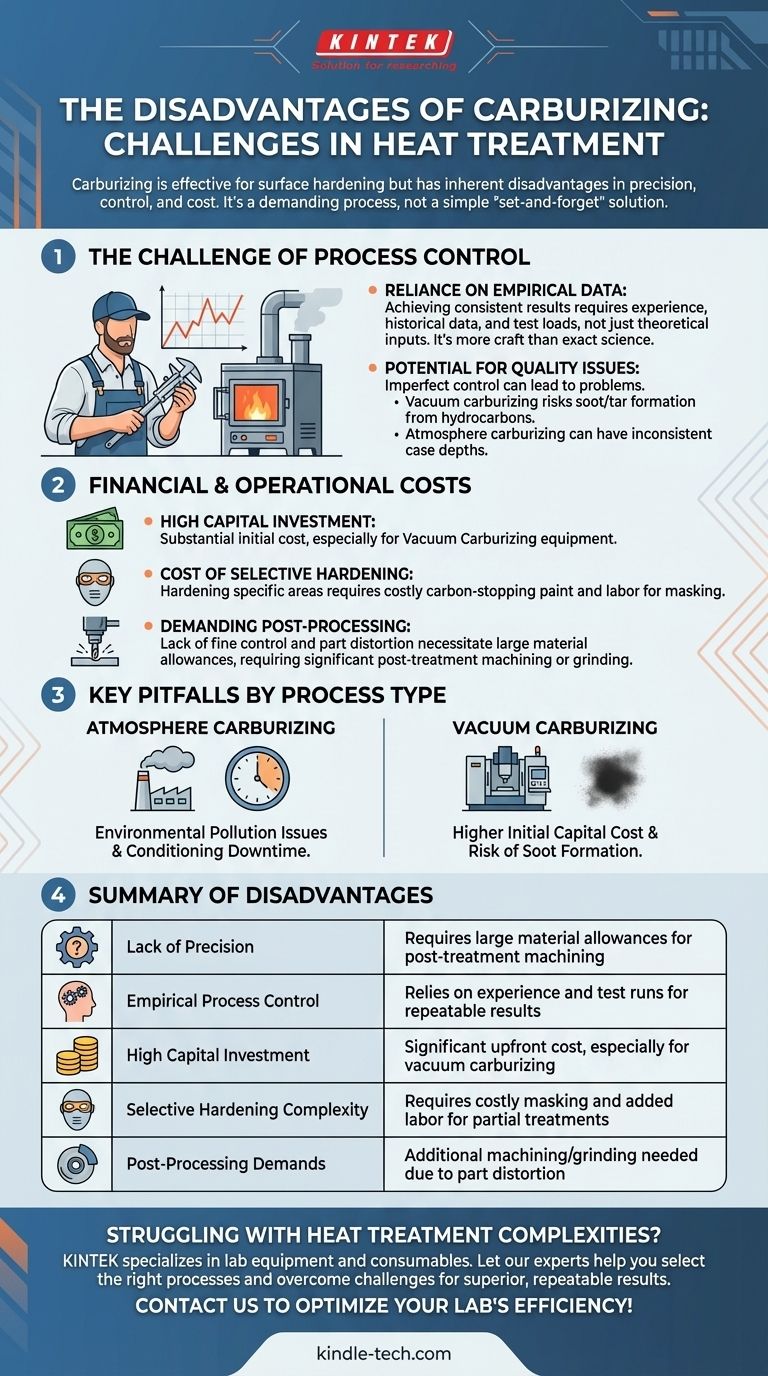
A primary disadvantage of the carburizing process is its inherent lack of precision, which leads to significant operational challenges. The process often requires large material allowances for post-treatment machining, relies heavily on empirical experience to achieve repeatable results, and can be costly and labor-intensive if only specific areas of a part need to be hardened.
While effective for creating a hard surface case on steel parts, carburizing is not a simple, "set-and-forget" solution. Its core disadvantages stem from a combination of high costs, complex process control, and the necessity for significant post-processing work.

The Challenge of Process Control
One of the most significant drawbacks of carburizing is the difficulty in achieving precise, repeatable results without considerable effort. This challenge manifests in several ways.
Reliance on Empirical Data
Both atmosphere and vacuum carburizing are not purely theoretical processes. Achieving the desired case depth and hardness consistently requires empirically gained experience.
This means operators must run test loads or rely on historical data to determine the optimum settings for factors like time, temperature, and gas pressure. It is less a science of exact inputs and more a craft refined through trial and error.
Potential for Quality Issues
Imperfect process control can lead directly to quality problems. In vacuum carburizing, incorrect management of the hydrocarbon gas can result in the formation of soot and tar, contaminating both the equipment and the parts.
In atmosphere carburizing, operators may struggle with case depth quality issues, where the hardened layer is either too deep, too shallow, or inconsistent across the part surface.
Understanding the Financial and Operational Costs
Beyond the technical challenges, carburizing carries significant direct and indirect costs that must be factored into any manufacturing decision.
High Capital Investment
The initial equipment cost, particularly for vacuum carburizing, can be very high. This represents a substantial capital investment that may not be justifiable for all operations.
The Cost of Selective Hardening
While carburizing is efficient for hardening the entire surface of a part, it becomes less so for selective hardening. If only specific areas need to be treated, the untreated surfaces must be masked with special carbon-stopping paint, adding material and labor costs to the process.
Demanding Post-Processing
Because the process can cause distortion and lacks fine control, parts are often manufactured with large material allowances. This extra material must be machined or ground away after heat treatment to achieve the final required dimensions, adding significant time and cost.
Key Disadvantages by Process Type
While many challenges are common, some disadvantages are more pronounced in one type of carburizing than another. This distinction is critical when selecting a specific method.
Atmosphere Carburizing Pitfalls
This common method requires constant monitoring of environmental pollution issues. Furthermore, if the equipment is shut down or idled, it must be properly conditioned before processing work, adding to operational downtime.
Vacuum Carburizing Pitfalls
The primary hurdle for vacuum carburizing is the higher initial capital equipment cost. While it offers more control than atmosphere methods, the process is still empirically driven and carries the risk of soot formation if not managed perfectly.
Making the Right Choice for Your Goal
Understanding these disadvantages is key to determining if carburizing is the correct process for your application.
- If your primary focus is cost-effective, bulk hardening of entire parts: Atmosphere carburizing is a viable option, but you must budget for significant post-processing and operational oversight.
- If your primary focus is hardening only specific areas of a component: Be aware that the required masking makes carburizing more complex and costly, potentially making alternative methods like induction hardening more suitable.
- If your primary focus is achieving high-quality, repeatable results with minimal contamination: Vacuum carburizing may be necessary, but this requires a major capital investment and deep process expertise.
Ultimately, choosing carburizing means accepting a powerful but demanding process that requires a significant investment in equipment, time, and skill to master.
Summary Table:
| Disadvantage | Impact |
|---|---|
| Lack of Precision | Requires large material allowances for post-treatment machining |
| Empirical Process Control | Relies on experience and test runs for repeatable results |
| High Capital Investment | Significant upfront cost, especially for vacuum carburizing |
| Selective Hardening Complexity | Requires costly masking and added labor for partial treatments |
| Post-Processing Demands | Additional machining/grinding needed due to part distortion |
Struggling with the complexities of heat treatment? KINTEK specializes in lab equipment and consumables, serving laboratory needs. Our experts can help you select the right equipment and processes to overcome the challenges of carburizing and other heat treatment methods. Contact us today to optimize your lab's efficiency and achieve superior, repeatable results!
Visual Guide