
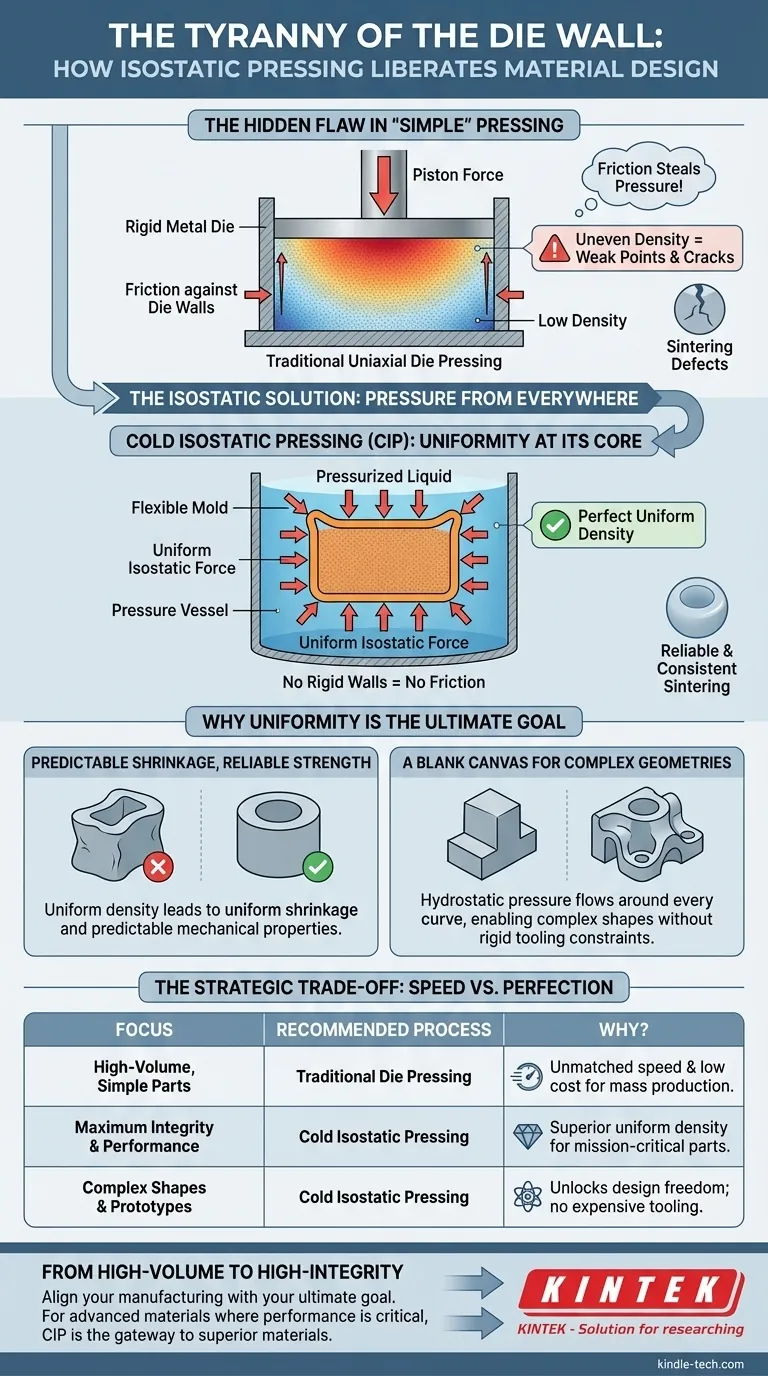
The Hidden Flaw in "Simple" Pressing
Imagine packing sand into a strong metal box. The most intuitive way is to push down on it from the top with a heavy piston. The sand near the top becomes incredibly dense. But the sand at the bottom corners? It barely feels the pressure, remaining loose and weak.
This is the central challenge of traditional uniaxial die pressing. The force you apply is never transmitted evenly. A hidden enemy, friction between the powder and the rigid die walls, steals pressure as it travels.
For decades, engineers have fought this "tyranny of the die wall." It creates invisible density gradients within a part—imperfections that become cracks during firing or weak points in the final product. It limits the size, complexity, and ultimate performance of components made from powders.
The Isostatic Solution: Pressure from Everywhere
What if, instead of fighting friction, we could eliminate it? This is the elegant, almost philosophical, shift behind Cold Isostatic Pressing (CIP).
The process is fundamentally different. The powder is placed inside a flexible, sealed mold. This mold is then submerged in a chamber of liquid. Instead of a single piston pushing from one direction, the liquid is pressurized, exerting perfect, uniform force on the mold from all directions simultaneously.
There are no die walls. There is no friction. Every single particle, whether at the surface or deep within the core, experiences the exact same compacting force.
Why Uniformity is the Ultimate Goal
This uniform pressure creates a "green" part with extraordinarily uniform density. This single property is the root of almost every major advantage CIP offers. It changes what’s possible in material science.
Predictable Shrinkage, Reliable Strength
When a part with uneven density is heated (sintered), it shrinks unevenly. The denser sections shrink less, the looser sections shrink more. This internal conflict creates stress, leading to warping, distortion, or catastrophic cracking.
A uniformly dense part, however, shrinks predictably and consistently. This reliability results in a finished component with uniform strength and predictable mechanical properties, eliminating the guesswork and variability that plagues traditional methods.
A Blank Canvas for Complex Geometries
Die-wall friction is the enemy of complexity. Sharp corners, undercuts, or long, thin sections create friction nightmares in a rigid die, making uniform compaction impossible.
CIP liberates designers from these constraints. Because the pressure is hydrostatic, it doesn't care about the shape. It flows around every curve and into every cavity with equal force. This makes it the ideal method for producing large, intricate components that would be impossible to form any other way.
The Strategic Trade-Off: Speed vs. Perfection
CIP is a master of quality, not speed. The process of sealing a vessel, pressurizing, and depressurizing is inherently slower than the rapid stamping of a mechanical press.
Furthermore, the flexible molds used in CIP don't provide the rigid dimensional control of a steel die. Parts are produced as near-net shapes, often requiring a final machining step to meet tight tolerances.
This presents a clear strategic choice for any engineer or manufacturer:
| Focus | Recommended Process | Why? |
|---|---|---|
| High-Volume, Simple Parts | Traditional Die Pressing | Unmatched speed and low cost per part for mass production. |
| Maximum Integrity & Performance | Cold Isostatic Pressing | Superior, uniform density for mission-critical components. |
| Complex Shapes & Prototypes | Cold Isostatic Pressing | Unlocks design freedom without expensive hard tooling costs. |
The decision to use CIP is a deliberate choice to prioritize material integrity and design flexibility over raw production speed.
From High-Volume to High-Integrity
Choosing the right powder compaction method is about aligning your manufacturing process with your ultimate goal. For simple shapes at massive scale, the die wall is a tolerable constraint.
But for advanced ceramics, refractory metals, and complex components where performance cannot be compromised, overcoming the tyranny of the die wall is essential. The uniform, all-sided pressure of CIP isn't just a better technique; it's a gateway to creating superior materials.
At KINTEK, we provide the advanced laboratory equipment and consumables needed to harness the power of this process. Whether you are prototyping a new design or developing high-integrity components, our tools are built to deliver the uniformity and quality you require. To explore how this technology can elevate your work, Contact Our Experts.
Visual Guide
Related Products
- Electric Split Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Electric Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Automatic Lab Cold Isostatic Press CIP Machine Cold Isostatic Pressing
- Manual Cold Isostatic Pressing Machine CIP Pellet Press
- Warm Isostatic Press for Solid State Battery Research
Related Articles
- Principle and Process of Cold Isostatic Pressing
- The Price of Uniformity: A Strategic Guide to Cold Isostatic Press Costs
- Selecting Isostatic Pressing Equipment for High-Density Molding
- Understanding Isostatic Pressing: Cold and Hot Techniques
- Cold Isostatic Pressing A Game Changer in Material Science












