To braze stainless steel successfully, you must first meticulously prepare the surface to remove its naturally occurring oxide film. The process then requires a controlled heating method—such as a vacuum furnace, flame, or induction—to melt a filler metal that flows into the joint, creating a strong, permanent bond upon cooling. The key is managing the atmosphere during heating to prevent the oxide layer from re-forming.
The fundamental challenge in brazing stainless steel is not the steel itself, but the invisible, passive layer of chromium oxide on its surface. Your entire process must be designed around either removing this layer and preventing its return, or using a chemical flux to displace it during heating.
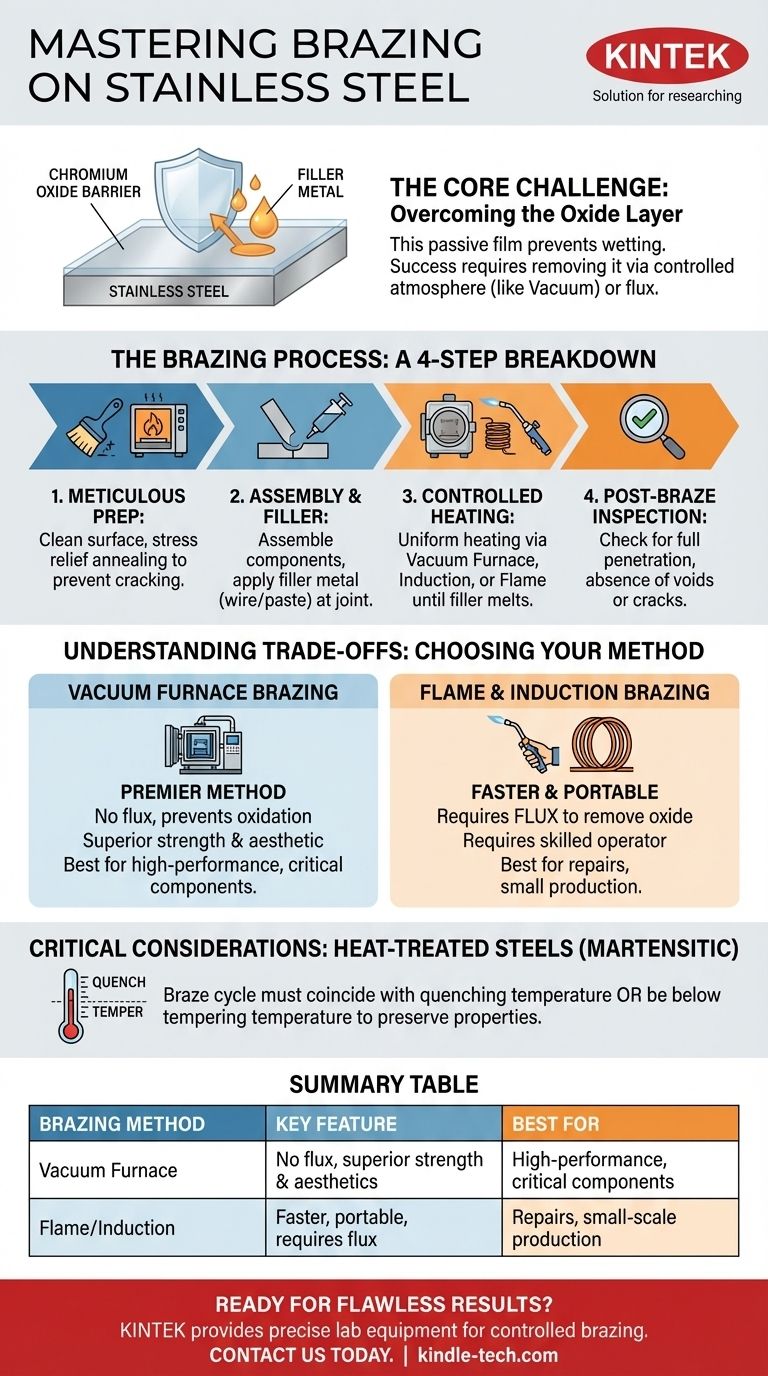
The Core Challenge: Overcoming the Oxide Layer
Brazing works by creating a metallurgical bond between a filler metal and the base materials. For this to happen, the liquid filler metal must be able to "wet" the surface of the steel, meaning it must flow and spread evenly across it.
Why Stainless Steel Resists Brazing
The very property that makes stainless steel "stainless"—its passive chromium oxide film—is the primary barrier to successful brazing. This tough, transparent layer forms instantly when the steel is exposed to air.
This oxide film prevents the molten filler metal from making direct contact with the underlying steel, inhibiting proper wetting and bonding.
The Principle of Atmosphere Control
To achieve a strong brazed joint, you must overcome this oxide barrier. This is accomplished by controlling the atmosphere around the part during the high-temperature brazing cycle.
The most effective method is vacuum brazing, where a high vacuum removes oxygen from the environment. At high temperatures, the vacuum helps break down the existing oxide layer and prevents a new one from forming, allowing the filler metal to wet the pure steel surface.
A Breakdown of the Brazing Process
A successful outcome depends on a systematic and controlled approach. Each step is critical for ensuring the final integrity of the joint.
Step 1: Meticulous Preparation
Before heating, the workpiece must be perfectly clean. More importantly, to prevent cracking, it should undergo stress relief annealing, especially if it has been heavily machined or formed. This reduces internal stresses that can be released during the thermal cycle.
Step 2: Assembly and Filler Metal Application
The components are assembled into their final configuration. The brazing filler metal, chosen for its compatibility with stainless steel, is placed at or near the joint in the form of wire, paste, or foil.
Step 3: Controlled Heating and Brazing
The assembly is heated uniformly to the brazing temperature. Uniform heating is critical to minimize thermal stress and prevent distortion or cracking.
The chosen heating method—vacuum furnace, induction coil, or flame—is applied until the filler metal melts and is drawn into the joint by capillary action.
Step 4: Post-Braze Inspection
After cooling, the brazed joint is inspected for completeness and integrity. Technicians look for full penetration of the filler metal and the absence of voids or cracks.
Understanding the Trade-offs: Choosing Your Method
The heating method you choose has a significant impact on the cost, speed, and quality of the final joint.
Vacuum Furnace Brazing
This is the premier method for high-performance applications. By performing the process in a high vacuum, it eliminates the need for chemical fluxes and prevents oxidation.
The result is an exceptionally strong, clean, and aesthetically pleasing joint with superior mechanical properties. However, it requires significant capital investment and is a batch process, making it less suitable for single-piece work.
Flame and Induction Brazing
These methods are faster and more portable, making them suitable for repairs or smaller production runs. They are less expensive upfront than a vacuum furnace.
However, both methods typically require a chemical flux to dissolve the oxide layer. This flux can be corrosive and must be completely removed after brazing. These methods also demand a high level of operator skill to achieve uniform heating and avoid overheating the part.
Critical Considerations for Heat-Treated Steels
Working with certain grades of stainless steel, particularly martensitic grades, adds another layer of complexity. The brazing process must be integrated with the material's heat treatment requirements.
Martensitic Steels and Heat Treatment
For martensitic stainless steel, the brazing temperature must be carefully selected.
You can either design the brazing cycle to coincide with the material's quenching temperature, effectively combining the two processes. Alternatively, you must braze at a temperature lower than the tempering temperature to avoid softening the steel and losing its desired mechanical properties.
Making the Right Choice for Your Goal
Your application's requirements will dictate the most appropriate brazing strategy.
- If your primary focus is maximum joint strength, cleanliness, and reliability: Vacuum furnace brazing is the definitive choice for critical components.
- If your primary focus is rapid, small-scale production or field repair: Flame or induction brazing with the correct flux is a viable option, provided you have a skilled operator.
- If you are working with heat-treated martensitic steels: You must design the thermal cycle around the material's specific heat treatment temperatures to preserve its integrity.
Properly addressing the unique properties of stainless steel is the key to creating a brazed joint that is as strong and reliable as the parent metal itself.
Summary Table:
| Brazing Method | Key Feature | Best For |
|---|---|---|
| Vacuum Furnace | No flux, superior strength & aesthetics | High-performance, critical components |
| Flame/Induction | Faster, portable, requires flux | Repairs, small-scale production |
Ready to achieve flawless brazing results on your stainless steel components?
At KINTEK, we specialize in providing the precise lab equipment and consumables needed for controlled brazing processes. Whether you're working with vacuum furnaces or flux-based methods, our expertise ensures you get strong, reliable joints every time.
Contact us today to discuss your specific brazing challenges and discover how KINTEK can support your laboratory's success.
Visual Guide
Related Products
- Vacuum Hot Press Furnace Heated Vacuum Press Machine Tube Furnace
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
- Vacuum Heat Treat Furnace and Levitation Induction Melting Furnace
- Molybdenum Vacuum Heat Treat Furnace
People Also Ask
- What functions does a vacuum hot press furnace serve for Al6061/B4C billets? Achieve 100% Densification
- What role does a Vacuum Hot Press (VHP) furnace play in the densification of austenitic stainless steel 316 composites?
- How does a vacuum hot press furnace facilitate the densification of Cu-18Ni-2W alloys? Achieve High-Density Performance
- What core function does a vacuum hot press furnace perform? Optimize Graphite/Copper Composite Densification
- What are the advantages of a vacuum hot press furnace for LTPO solid electrolytes? Boost Density and Conductivity



















