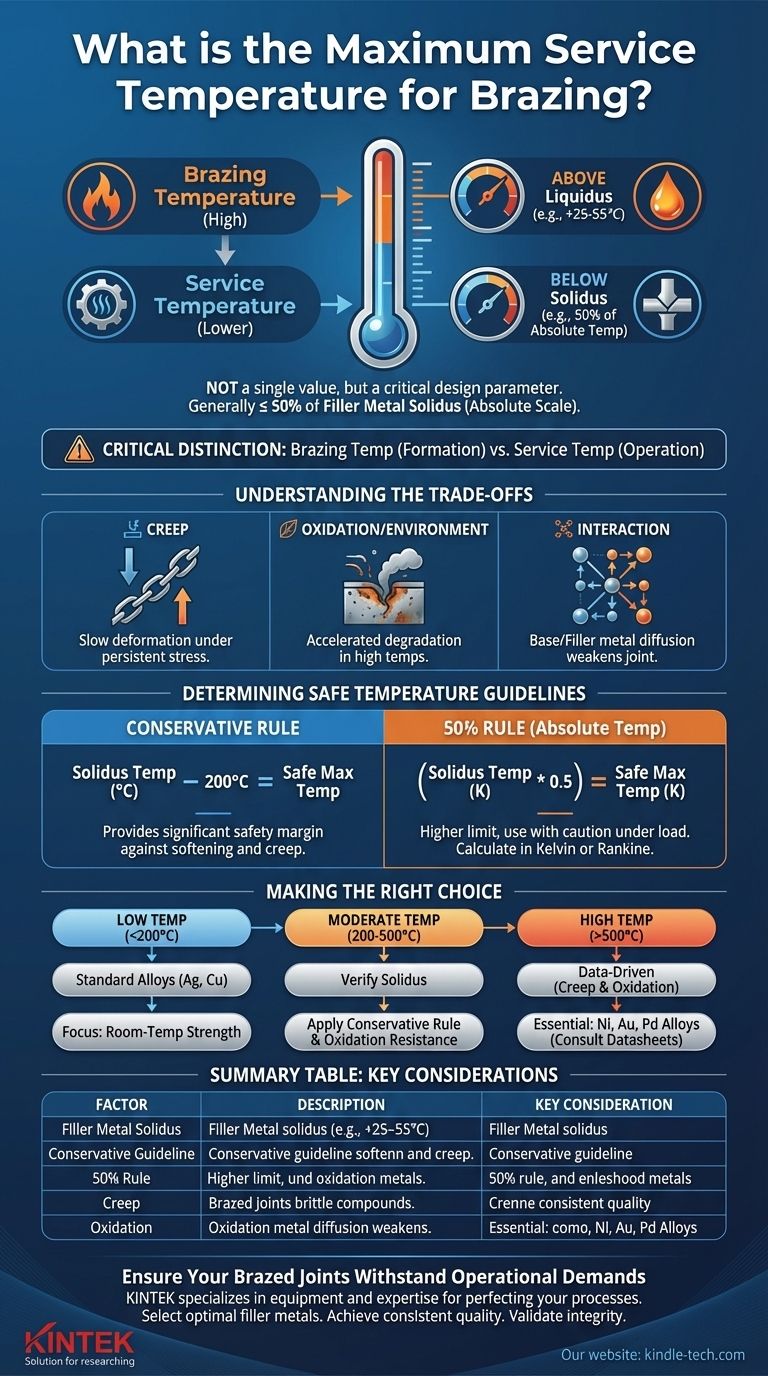
The maximum service temperature of a brazed joint is not a single value, but a critical design parameter determined primarily by the brazing filler metal (BFM) used. As a general rule, the service temperature should not exceed 50% of the filler metal's solidus (melting) temperature, measured on an absolute scale, and often must be kept even lower depending on the load and environment.
A brazed joint's reliability at high temperatures depends on more than just the melting point of the filler alloy. You must account for the alloy's strength degradation, creep resistance, and oxidation behavior as it approaches its solidus temperature.

The Critical Distinction: Brazing Temperature vs. Service Temperature
To ensure a joint's integrity, you must understand the difference between the temperature required to create the joint and the temperature it can withstand in its final application.
Defining Brazing Temperature
The brazing temperature is the temperature to which the assembly is heated to melt the filler metal and form the joint. This temperature must be above the filler metal's liquidus—the point at which it is fully molten. A common practice is to heat the assembly at least 25-55°C (50-100°F) above the liquidus to ensure proper flow and wetting.
Defining Service Temperature
The maximum service temperature is the highest temperature the completed joint can endure during operation without a critical loss of mechanical strength or failure. This is fundamentally limited by the filler metal's solidus temperature—the point at which it begins to melt. As the service temperature approaches the solidus, the filler metal softens and rapidly loses its strength.
How to Determine a Safe Service Temperature
While specific application testing is always best, there are established engineering guidelines for estimating a safe maximum service temperature.
The "Solidus Minus" Guideline (Conservative Rule)
A widely used and conservative rule of thumb is to keep the maximum service temperature at least 200°C (approx. 390°F) below the solidus temperature of the brazing filler metal. This provides a significant safety margin against softening and creep.
For example, the common silver-based filler BAg-7 has a solidus of 652°C (1205°F). Applying this rule suggests a maximum service temperature of around 452°C (815°F).
The 50% Rule (Absolute Temperature)
Another guideline states that the service temperature should not exceed 50% of the solidus temperature when measured on an absolute scale (Kelvin or Rankine).
- To calculate using Kelvin:
Max Service Temp (°C) = [ (Solidus Temp °C + 273.15) * 0.5 ] - 273.15 - To calculate using Rankine:
Max Service Temp (°F) = [ (Solidus Temp °F + 459.67) * 0.5 ] - 459.67
This rule often yields a higher temperature limit than the conservative guideline and should be used with caution, especially under high mechanical load.
Understanding the Trade-offs: Beyond Simple Temperature Rules
Relying solely on a melting point calculation is insufficient for critical applications. The true performance of a brazed joint at high temperatures is a balance of several factors.
The Threat of Creep
Creep is the tendency of a solid material to deform permanently under the influence of persistent mechanical stress, even below its yield strength. This phenomenon is highly temperature-dependent. As service temperature increases, the filler metal's resistance to creep decreases, and a joint under constant load can slowly fail over time.
The Impact of Oxidation and Environment
High temperatures dramatically accelerate oxidation and corrosion. The service environment (e.g., air, exhaust gas, vacuum) dictates which filler metal is suitable. A BFM that is strong in an inert atmosphere may rapidly degrade and fail in oxidizing air at the same temperature. This is why nickel-based and precious-metal-based alloys are specified for high-temperature aerospace and industrial applications.
Interaction with the Base Metal
Over long periods at elevated temperatures, atoms from the filler metal and the base metal can diffuse into one another. This can form brittle intermetallic compounds within the joint, reducing its ductility and resistance to fatigue from thermal cycling.
Making the Right Choice for Your Goal
Selecting the correct brazing filler metal requires matching its properties to your operational demands.
- If your primary focus is low-temperature service (< 200°C / 400°F): Standard silver or copper-based alloys are typically sufficient, as room-temperature mechanical strength is the dominant concern.
- If your primary focus is moderate-temperature service (200-500°C / 400-930°F): You must carefully verify the BFM's solidus temperature and apply the conservative "Solidus minus 200°C" rule, while also considering oxidation resistance.
- If your primary focus is high-temperature service (> 500°C / 930°F): Your decision must be driven by data on creep strength and oxidation resistance, not simple melting points. Nickel-based, gold-based, or palladium-based filler metals are essential, and consulting their technical data sheets is mandatory.
Ultimately, designing a durable brazed joint is about understanding that the service environment dictates the material choice.
Summary Table:
| Factor | Description | Key Consideration |
|---|---|---|
| Filler Metal Solidus | Temperature at which melting begins. | Service temp must be significantly lower than solidus. |
| Conservative Guideline | Service temp ≤ Solidus Temp - 200°C (~390°F). | Provides a safety margin against softening. |
| 50% Rule (Absolute Temp) | Service temp ≤ 50% of solidus temp (in Kelvin/Rankine). | Often yields a higher limit; use with caution under load. |
| Creep | Slow deformation under stress at high temps. | Critical for joints under constant mechanical load. |
| Oxidation/Environment | Degradation from air, gases, or vacuum. | Dictates suitable filler metal alloy choice. |
Ensure Your Brazed Joints Withstand Operational Demands
Designing a reliable brazed assembly for high-temperature service requires expert knowledge of material science and application-specific challenges. The wrong filler metal choice can lead to premature joint failure, costly downtime, and safety risks.
KINTEK specializes in providing the laboratory equipment and consumables you need to perfect your brazing processes. Whether you are developing prototypes or optimizing production, we supply the tools and expertise to help you:
- Select the optimal brazing filler metal for your temperature, load, and environmental requirements.
- Achieve consistent, high-quality joints with precise temperature control.
- Validate joint integrity for critical applications.
Don't leave your joint's performance to chance. Contact our experts today to discuss your specific brazing challenges and how KINTEK can support your laboratory's success.
Visual Guide