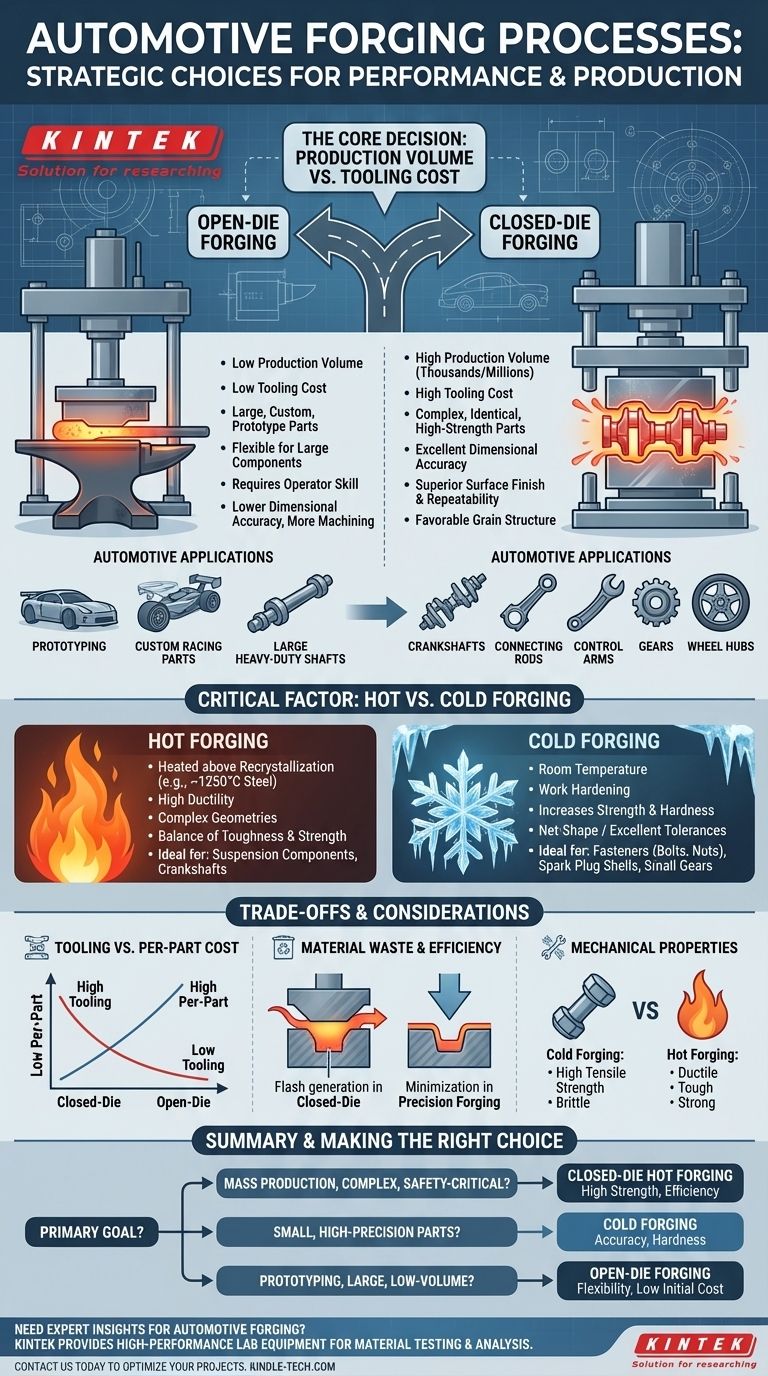
At its core, the automotive industry relies on two primary forging methodologies: open-die forging and closed-die forging. Open-die forging shapes metal between simple, non-enclosing dies for custom or large parts, while closed-die forging uses precise, part-specific molds to mass-produce strong, complex components, making it the dominant process for vehicle manufacturing.
The choice between forging processes is a strategic decision driven by a fundamental trade-off: production volume versus tooling cost. Your final selection will depend on whether you need the high-volume precision of closed dies or the low-volume flexibility of open dies.

Understanding Closed-Die Forging (Impression Forging)
Closed-die forging is the backbone of high-volume automotive component manufacturing. It is chosen when thousands or millions of identical, high-strength parts are required.
The Process Explained
A heated metal billet is placed into the bottom half of a custom-engineered die. A powerful press or hammer drives the top die down, forcing the metal to flow and completely fill the die's internal cavity, which is an exact impression of the final part.
Key Characteristics
This method delivers exceptional dimensional accuracy, a superior surface finish, and highly repeatable results from one part to the next. The process also creates a favorable grain structure within the metal, dramatically increasing the part's strength and fatigue resistance.
Common Automotive Applications
Closed-die forging is essential for safety-critical and high-stress components. This includes crankshafts, connecting rods, control arms, gears, and wheel hubs.
The Role of Open-Die Forging
While less common for mass production, open-die forging serves a vital role for specialized automotive needs. It is analogous to a blacksmith shaping metal on an anvil with a hammer.
The Process Explained
The workpiece is placed between simple, often flat, dies that do not fully enclose it. The metal is progressively shaped through a series of compressions and rotations, requiring significant operator skill.
Key Characteristics
The primary advantages are low tooling cost and the ability to produce extremely large parts that would be impractical for closed dies. However, it is a slower process that yields parts with lower dimensional accuracy, requiring more extensive secondary machining.
Automotive Applications
Open-die forging is used for prototyping new components, creating custom parts for racing or restoration projects, and manufacturing large-scale shafts for heavy-duty trucks and construction equipment.
Critical Factor: Hot vs. Cold Forging
The temperature at which the metal is worked is another crucial distinction that defines the final properties of the component.
Hot Forging
Most automotive forging is hot forging, where the metal is heated above its recrystallization temperature (e.g., up to 1250°C for steel). This makes the metal highly ductile and easier to shape into complex geometries like a crankshaft.
Cold Forging
Cold forging is performed at or near room temperature. This process increases the metal's strength and hardness through work hardening and allows for net-shape or near-net-shape production with excellent tolerances and surface finish, often eliminating the need for machining. It's ideal for smaller, simpler parts like fasteners (bolts, nuts), spark plug shells, and small gears.
Understanding the Trade-offs
Choosing the right process requires a clear understanding of the compromises between cost, precision, and material properties.
Tooling Cost vs. Per-Part Cost
Closed-die tooling is a significant investment, costing tens or even hundreds of thousands of dollars. However, for high-volume production, the per-part cost becomes extremely low. Open-die has minimal tooling cost but higher labor and machining costs for each piece.
Material Waste and Efficiency
Closed-die forging creates "flash"—excess material squeezed out between the dies—which must be trimmed and is often recycled. Modern precision forging is a refinement of closed-die that minimizes flash, reducing waste.
Mechanical Properties
Cold forging produces parts with very high tensile strength but lower ductility, making them harder but more brittle. Hot forging provides an excellent combination of toughness, strength, and ductility, which is essential for parts that must withstand vibration and impact, like suspension components.
Making the Right Choice for Your Goal
Your application's specific demands for performance, volume, and cost will dictate the ideal forging process.
- If your primary focus is mass production of complex, safety-critical parts: Your clear choice is closed-die hot forging for its balance of strength, toughness, and high-volume efficiency.
- If your primary focus is manufacturing small, high-strength parts with excellent precision: Cold forging delivers superior dimensional accuracy and hardness, minimizing secondary finishing costs.
- If your primary focus is developing a prototype or a very large, low-volume component: The flexibility and low initial cost of open-die forging make it the most practical solution.
Ultimately, understanding these core principles empowers you to select the forging process that delivers the required performance and economic efficiency for any automotive application.
Summary Table:
| Forging Process | Best For | Key Characteristics | Automotive Applications |
|---|---|---|---|
| Closed-Die (Hot) | High-volume, complex parts | High strength, dimensional accuracy, repeatable | Crankshafts, connecting rods, control arms |
| Cold Forging | Small, high-precision parts | Excellent tolerances, high strength, minimal machining | Fasteners, spark plug shells, small gears |
| Open-Die | Prototypes, large custom parts | Low tooling cost, flexible, requires more machining | Prototypes, custom racing parts, large shafts |
Need help selecting the right forging process for your automotive components?
At KINTEK, we specialize in providing high-performance lab equipment and consumables that support material testing and analysis for forged parts. Whether you're developing prototypes or optimizing mass production, our solutions help ensure your components meet the highest standards of strength and durability.
Contact us today to discuss how KINTEK can support your automotive forging projects with precision equipment and expert insights. Get in touch via our contact form!
Visual Guide