
The Invisible Enemy of Precision
In the world of material science, nothing is perfect. But the vacuum furnace attempts to get closer than anything else.
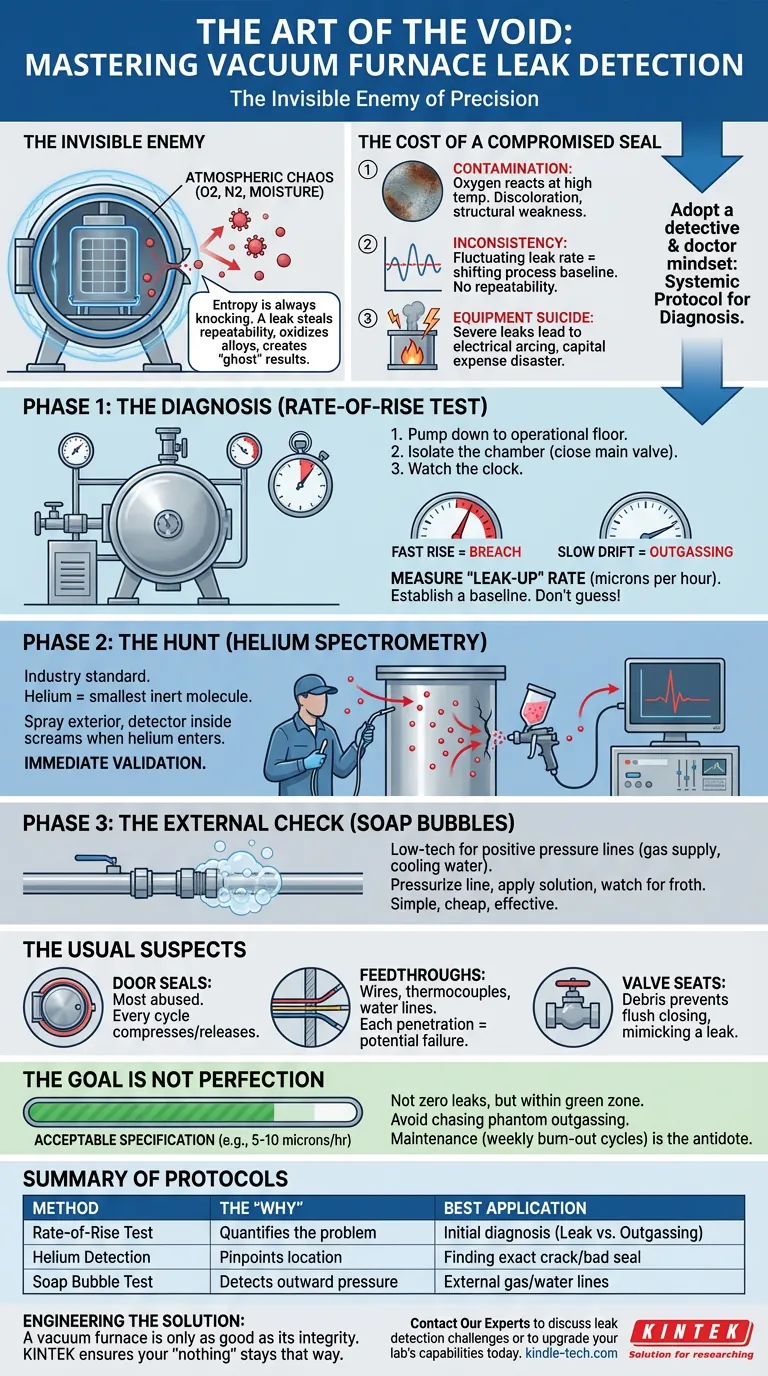
Its primary function is not just to heat, but to exclude. It creates a sanctuary where atmospheric chaos—oxygen, nitrogen, moisture—cannot enter. When that sanctuary is breached, you don’t just lose vacuum pressure. You lose the integrity of your experiment.
Entropy is always knocking at the door.
A leak is rarely catastrophic in a dramatic, explosive sense. Instead, it is a silent thief. It steals repeatability. It oxidizes high-value alloys. It creates "ghost" results that send researchers down the wrong path for weeks.
To maintain the purity of the void, we must adopt a mindset that is part detective, part doctor. We need a systemic protocol for diagnosis.
The Cost of a Compromised Seal
Why do we obsess over leaks? Because the atmosphere is chemically aggressive.
When air enters a vacuum chamber, it isn't just "filling space." It is reacting.
Contamination: Oxygen reacts with metals at high temperatures. Discoloration is the visual symptom; structural weakness is the hidden disease.
Inconsistency: If your leak rate fluctuates, your process baseline shifts. You cannot claim scientific repeatability if your environment changes from Tuesday to Wednesday.
Equipment Suicide: In severe cases, poor vacuum leads to electrical arcing between heating elements. This isn't just a bad data day; it’s a capital expense disaster.
Phase 1: The Diagnosis (Rate-of-Rise)
Before you attempt to fix a problem, you must quantify it.
Many operators skip this step. They suspect a leak and immediately start tightening bolts. This is a mistake. You need a baseline. You need the Rate-of-Rise (ROR) test.
The logic is simple:
- Pump the furnace down to its operational floor.
- Isolate the chamber (close the main valve).
- Watch the clock.
You are measuring the "leak-up" rate. Pressure will rise—that is physics. But how fast is it rising?
If the pressure spikes within minutes, you have a breach. If it drifts slowly over an hour, you may just have outgassing. The ROR test gives you a number (microns per hour). Without this number, you are guessing.
Phase 2: The Hunt (Helium Spectrometry)
Once the ROR test confirms the enemy is inside the gates, you must find where they entered.
The industry standard is the Helium Mass Spectrometer. It is elegant in its precision.
Helium is the smallest inert molecule we can easily use. It can wiggle through gaps that water or nitrogen cannot. By attaching a detector to the vacuum system and spraying helium on the exterior of the furnace, we wait.
If helium flows through a microscopic crack in a weld or an O-ring, the spectrometer screams. It is immediate validation.
Phase 3: The External Check (Soap Bubbles)
Do not despise low-tech solutions. They have their place.
Helium finds leaks into the vacuum. But what about the pressurized lines feeding the system?
Gas supply lines and cooling water fittings are under positive pressure. Helium won't help here. For these, the classic "soap bubble" test remains king. Pressurize the line, apply the solution, and watch for the tell-tale froth.
It is simple, cheap, and effective.
The Usual Suspects
Where do leaks happen? Usually, right where human hands have touched the machine.
Entropy attacks the interfaces. When troubleshooting, start here:
- Door Seals: The most abused part of the furnace. Every cycle compresses and releases this O-ring.
- Feedthroughs: Every wire, every thermocouple, every water line that enters the chamber requires a penetration. Each one is a potential failure point.
- Valve Seats: Debris can prevent a valve from closing flush, mimicking a leak.
The Goal is Not Perfection
There is a psychological trap in leak testing: the desire for zero.
No furnace is hermetically sealed forever. The goal is not a perfect seal; the goal is an acceptable specification.
Manufacturers define a "leak-up rate" tolerance (e.g., 5-10 microns per hour). As long as you are within this green zone, your process is safe. Do not waste days chasing a phantom leak that is actually just normal outgassing.
Maintenance is the antidote. Weekly "burn-out" cycles (high heat, high vacuum) help vaporize contaminants that mimic leaks.
Summary of Protocols
| Method | The "Why" | Best Application |
|---|---|---|
| Rate-of-Rise Test | Quantifies the problem. | Initial diagnosis. Is it a leak or outgassing? |
| Helium Detection | Pinpoints the location. | Finding the exact crack or bad seal. |
| Soap Bubble Test | detects outward pressure. | Checking external gas and water lines. |
Engineering the Solution
A vacuum furnace is only as good as its integrity. When you control the atmosphere, you control the material properties.
At KINTEK, we understand that lab equipment is the foundation of discovery. Whether you are dealing with complex metallurgy or routine heat treatment, the reliability of your seals determines the reliability of your data.
We specialize in high-performance lab equipment and the consumables required to keep them running. From O-rings to expert advice on vacuum integrity, we are here to ensure your "nothing" stays that way.
Contact Our Experts to discuss your leak detection challenges or to upgrade your lab's capabilities today.
Visual Guide
Related Products
- Vacuum Hot Press Furnace Heated Vacuum Press Machine Tube Furnace
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
- Vacuum Heat Treat Furnace and Levitation Induction Melting Furnace
- 2200 ℃ Tungsten Vacuum Heat Treat and Sintering Furnace
Related Articles
- The Hydraulic Dilemma: Uniaxial vs. Biaxial Pressure in Advanced Materials Manufacturing
- The Architecture of Silence: Why Indirect Heating Defines Material Purity
- Forging Perfection in a Void: The Physics of Ultra-Dense Materials
- The Purity Paradox: Choosing the Heart of Your Vacuum Hot Press Furnace
- Comprehensive Guide to Vacuum Hot Press Furnace Application



















