The primary advantage of a centrifuge is its ability to separate components in a liquid mixture with incredible speed and efficiency. By spinning samples at high velocity, it generates a powerful centrifugal force—often thousands of times stronger than Earth's gravity—that forces denser particles to the bottom, separating materials that would otherwise take days to settle or might never separate at all.
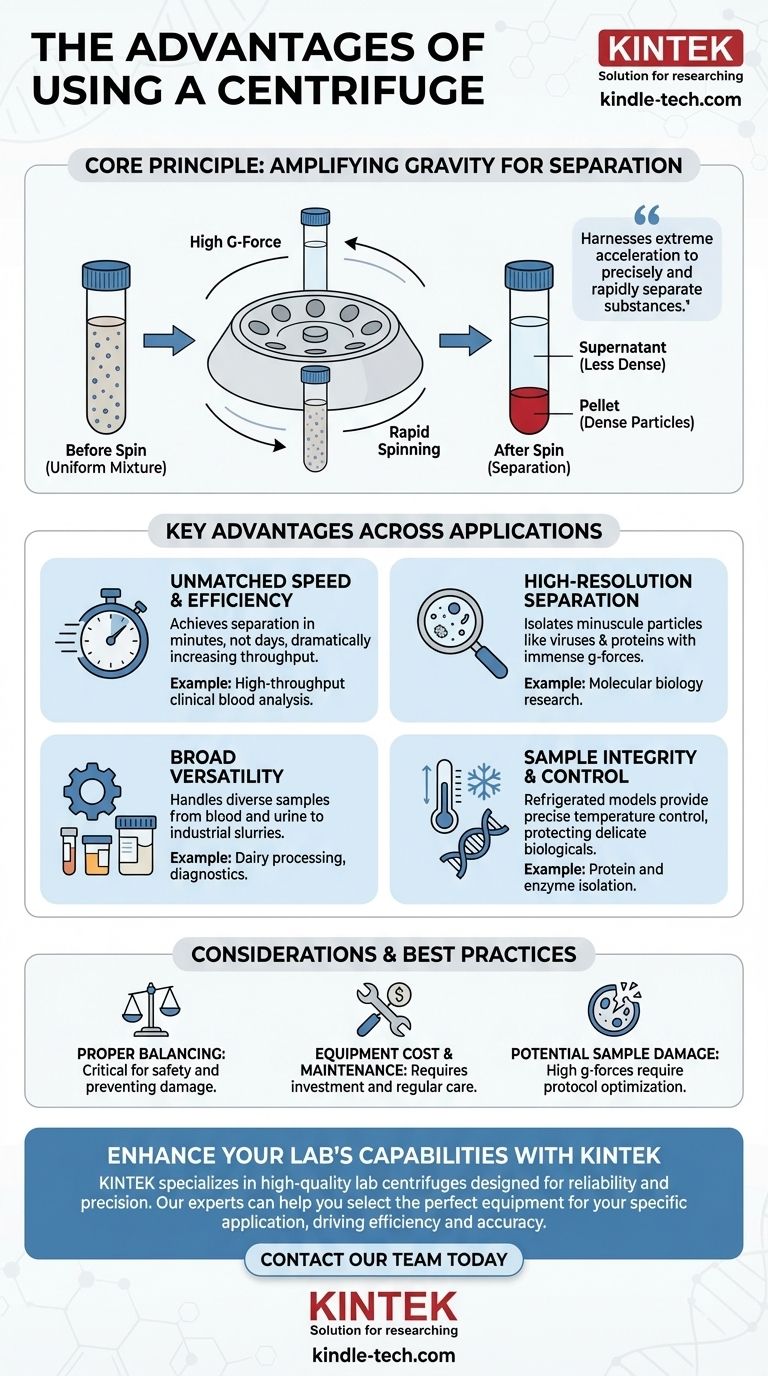
The true power of a centrifuge lies in its ability to amplify a natural force. It harnesses extreme acceleration to precisely and rapidly separate substances based on their physical properties, making it an indispensable tool in science, medicine, and industry.

The Core Principle: Amplifying Gravity for Separation
A centrifuge works by applying the principles of sedimentation. When a mixture is spun, every particle is subjected to an outward centrifugal force, but how each particle responds depends on its unique characteristics.
How Centrifugal Force Works
The rapid spinning of the centrifuge's rotor generates a powerful centrifugal force. This force is directed away from the center of rotation and is far more potent than the simple pull of gravity. This acceleration is often measured in multiples of gravity's force (g-force).
Separating Based on Density and Size
Denser and larger particles experience this force more strongly, causing them to migrate away from the center of rotation faster than lighter, smaller particles. This differential movement is the basis of separation.
The result is a distinct separation within the sample tube. The denser materials collect at the bottom to form a solid mass called a pellet, while the less dense liquid component, known as the supernatant, remains on top.
Why This Matters for Complex Mixtures
This process allows for the separation of components in mixtures that appear completely uniform to the naked eye. It is the go-to method for tasks like separating red blood cells from plasma, isolating subcellular organelles from a cell lysate, or purifying DNA from a solution.
Key Advantages Across Applications
The principle of centrifugal separation translates into several powerful, practical advantages that make it essential in countless fields.
Unmatched Speed and Efficiency
Compared to gravity-based settling, which can take hours or even days, centrifugation can achieve the same separation in a matter of minutes. This dramatically increases throughput in clinical labs, research facilities, and industrial processes.
High-Resolution Separation
Centrifuges, particularly ultracentrifuges, can generate immense g-forces capable of separating even minuscule particles like viruses, proteins, and nucleic acids. This level of resolution is impossible to achieve with methods like simple filtration.
Broad Versatility
The application of centrifugation is incredibly wide-ranging. It is used to separate cream from milk in the dairy industry, clarify wine and beer, process blood and urine samples in medical diagnostics, and isolate critical components for molecular biology research.
Sample Integrity and Control
Many centrifuges are refrigerated, allowing for precise temperature control during a run. This is critical when working with sensitive biological samples, as it prevents the degradation of proteins, enzymes, and other molecules that can be damaged by heat generated during high-speed spinning.
Understanding the Trade-offs and Limitations
While powerful, centrifugation is not without its challenges and requires careful operation to be effective and safe.
Equipment Cost and Maintenance
High-performance centrifuges, especially refrigerated and ultracentrifuge models, represent a significant capital investment. They also contain high-speed motors and rotors that require regular, specialized maintenance to function safely.
The Importance of Proper Balancing
This is the most critical safety consideration. The rotor must be loaded with perfectly balanced tubes. An imbalanced load at high speeds can generate catastrophic vibrations, destroying the machine and posing a serious danger to personnel.
Potential for Sample Damage
The same immense g-forces that enable separation can also damage delicate samples. Certain cell types can be sheared or destroyed if spun too aggressively, requiring careful protocol optimization.
Not a "One-Size-Fits-All" Solution
Different separation tasks require different types of centrifuges and rotors. A large-volume, low-speed centrifuge used for harvesting cells is entirely different from a micro-ultracentrifuge used for separating viral particles. The right tool must be selected for the job.
Making the Right Choice for Your Goal
Centrifugation is a solution for a specific class of separation problems. Choosing to use it depends entirely on the nature of your mixture and your desired outcome.
- If your primary focus is speed for processing many samples: Centrifugation is the standard for high-throughput applications like clinical blood analysis.
- If your primary focus is separating very fine or molecular components: High-speed centrifugation or ultracentrifugation is often the only method capable of isolating nanoparticles, viruses, or macromolecules.
- If your primary focus is preserving delicate biological samples: A refrigerated centrifuge provides the necessary temperature control to ensure sample integrity during separation.
- If your primary focus is large-scale industrial separation: Industrial decanter centrifuges are designed for continuous processing to clarify liquids or dewater sludges.
By harnessing immense physical forces, the centrifuge provides a level of control over matter that is essential for progress in modern science and industry.
Summary Table:
| Key Advantage | Benefit | Application Example |
|---|---|---|
| Speed & Efficiency | Separates samples in minutes, not days | High-throughput clinical blood analysis |
| High-Resolution Separation | Isolates fine particles like viruses & proteins | Molecular biology research |
| Broad Versatility | Handles diverse samples from blood to industrial slurries | Dairy processing, diagnostics |
| Sample Integrity | Refrigerated models protect sensitive biologicals | Protein and enzyme isolation |
Ready to enhance your lab's separation capabilities? KINTEK specializes in high-quality lab centrifuges and consumables designed for reliability and precision. Whether you need a standard model for high-throughput processing or a refrigerated ultracentrifuge for delicate samples, our experts can help you select the perfect equipment for your specific application. Contact our team today to discuss your laboratory needs and discover how our solutions can drive efficiency and accuracy in your work.
Visual Guide
Related Products
- Benchtop High Speed Small Lab Centrifuge for Serum Separation and Low Temperature Dehydration
- Laboratory Benchtop High Speed Small Centrifuge for Low Temp Serum Separation Dehydration Research
- High-Speed Desktop Centrifuge for Blood Sample Processing
- Circulating Water Vacuum Pump for Laboratory and Industrial Use
- 10L Chilling Circulator Cooling Water Bath Low Temperature Constant Temperature Reaction Bath
People Also Ask
- What is the primary function of a laboratory centrifuge? Master PAAMP-b-PVK Block Copolymer Purification
- What role does a Laboratory Centrifuge play in the production of succinic acid? Critical Solid-Liquid Separation Guide
- What are the advantages and disadvantages of a centrifuge? Weighing Speed Against Cost and Risk
- What does the centrifuge do to the solution? Separate Components with High-Speed Centrifugal Force
- How does a centrifuge work and for what purpose? Unlock the Power of Rapid Sample Separation







