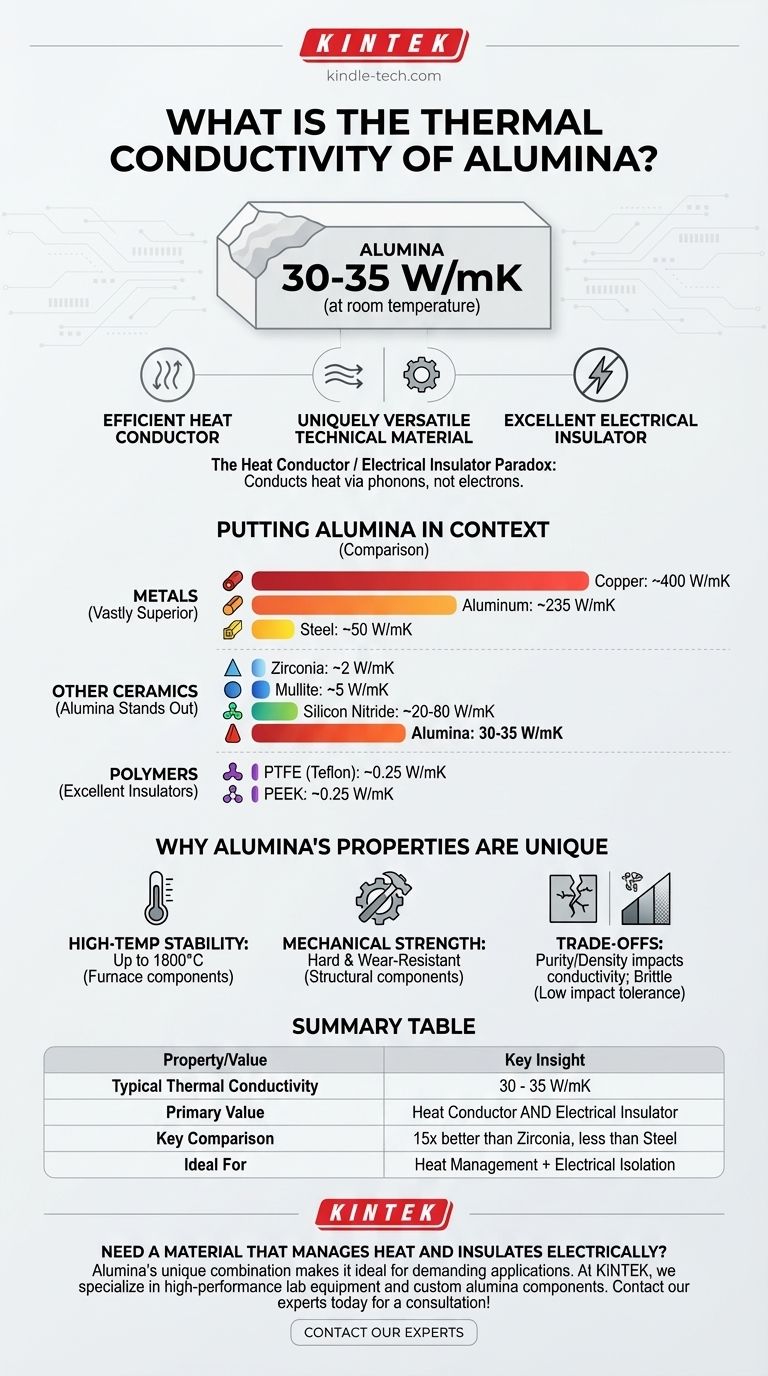
For a ceramic, aluminum oxide (alumina) has a relatively high thermal conductivity, typically cited in the range of 30 to 35 W/mK (Watts per meter-Kelvin) for dense, high-purity grades at room temperature. This property, combined with its excellent electrical insulation and high mechanical strength, makes it a uniquely versatile technical material.
The core takeaway is that alumina occupies a special niche: it efficiently conducts heat for a ceramic while remaining a superb electrical insulator. This combination is rare and is the primary reason it is chosen for demanding thermal management applications where electrical isolation is also required.

Putting Alumina's Thermal Conductivity in Context
A value of 30 W/mK is meaningless without comparison. Understanding where alumina sits relative to other common materials is crucial for proper material selection.
Comparison with Metals
Metals are vastly superior thermal conductors due to the free movement of electrons. Alumina is not a replacement for metal where maximum heat transfer is the only goal.
- Copper: ~400 W/mK
- Aluminum: ~235 W/mK
- Steel: ~50 W/mK
As you can see, even common steel conducts heat more effectively than alumina.
Comparison with Other Ceramics
This is where alumina stands out. Most ceramics are designed to be thermal insulators, blocking the flow of heat. Alumina is an outlier.
- Zirconia: ~2 W/mK
- Mullite: ~5 W/mK
- Silicon Nitride: ~20-80 W/mK (highly variable, can exceed alumina)
Compared to insulating ceramics like zirconia, alumina conducts heat more than 15 times better.
Comparison with Polymers
Polymers (plastics) are excellent thermal insulators, exhibiting thermal conductivity values that are orders of magnitude lower than alumina.
- PTFE (Teflon): ~0.25 W/mK
- PEEK: ~0.25 W/mK
Why Alumina's Properties Are a Unique Combination
The value of alumina comes from the intersection of its properties. It solves problems where you need to manage heat, electricity, and mechanical stress simultaneously.
The Heat Conductor / Electrical Insulator Paradox
In metals, free electrons conduct both heat and electricity very well. Alumina's rigid crystalline structure has no free electrons, making it an excellent electrical insulator.
Its heat conduction occurs primarily through lattice vibrations (phonons). This mechanism allows it to transfer heat effectively without also conducting electricity.
High-Temperature Stability
Alumina maintains its structural integrity and thermal properties at extreme temperatures, often up to 1800°C. This allows it to be used in applications like furnace components and high-temperature sensors where most metals would fail.
Mechanical Strength and Hardness
Alumina is an extremely hard and wear-resistant material. This allows it to be used as a structural component, not just a thermal interface material, in environments where it might be subject to abrasion or high compressive loads.
Understanding the Trade-offs
No material is perfect. While its combination of properties is powerful, it's essential to understand the limitations.
The Impact of Purity and Density
The 30-35 W/mK value applies to high-purity (>96%) and fully dense alumina. Porosity has a dramatic negative effect on thermal conductivity, as air gaps within the ceramic act as insulators. Lower-purity grades will also exhibit lower conductivity.
Brittleness is a Factor
Like most technical ceramics, alumina is brittle. It has low tolerance for impact and tensile stress. While its thermal shock resistance is good for a ceramic, it can still fracture if subjected to rapid and extreme temperature changes that metals could easily withstand.
Making the Right Choice for Your Application
Selecting the right material depends entirely on your primary engineering goal.
- If your primary focus is heat dissipation combined with electrical insulation: Alumina is one of the best and most cost-effective choices, ideal for electronic substrates, heat sinks for power electronics, and insulator pads.
- If your primary focus is pure thermal insulation: You should choose a different ceramic, such as zirconia or mullite, which are specifically designed to block heat flow.
- If your primary focus is maximum thermal conductivity without electrical constraints: A metal like aluminum or copper will always be the superior choice.
Ultimately, alumina is the material of choice when you face a multi-faceted problem that requires a unique balance of thermal, electrical, and mechanical performance.
Summary Table:
| Property | Value / Key Insight |
|---|---|
| Typical Thermal Conductivity | 30 - 35 W/mK (at room temperature) |
| Primary Value | Efficient heat conductor AND excellent electrical insulator |
| Key Comparison | Conducts heat 15x better than zirconia, but less than steel |
| Ideal For | Applications needing heat management + electrical isolation |
Need a Material that Manages Heat and Insulates Electrically?
Alumina's unique combination of properties makes it the ideal choice for demanding thermal management applications where electrical isolation is critical, such as electronic substrates, furnace components, and high-temperature sensors.
At KINTEK, we specialize in high-performance lab equipment and consumables, including alumina components tailored to your specific requirements. Our expertise ensures you get the right material solution for your laboratory's unique challenges.
Let's discuss how alumina can solve your application needs. Contact our experts today for a consultation!
Visual Guide
Related Products
- Engineering Advanced Fine Ceramics Aluminium Oxide Al2O3 Ceramic Washer for Wear-Resistant Applications
- Engineering Advanced Fine Ceramics Alumina Crucibles (Al2O3) for Thermal Analysis TGA DTA
- High Temperature Aluminum Oxide (Al2O3) Protective Tube for Engineering Advanced Fine Ceramics
- High Quality Alumina Ceramic Screw for Engineering Advanced Fine Ceramics with High Temperature Resistance and Insulation
- Arc-Shaped Alumina Ceramic Crucible High Temperature Resistant for Engineering Advanced Fine Ceramics
People Also Ask
- Can ceramic withstand high temperatures? Discover the Superior Materials for Extreme Heat
- Why are porous ceramic filters utilized in methane pyrolysis? Protect Your Assets with High-Precision Filtration
- What industry uses ceramics? Discover the Critical Role of Advanced Ceramics in Modern Technology
- What are the useful applications of ceramics? Unlock High-Performance Solutions for Your Industry
- How do high-purity alumina washers function in electrochemical tests? Ensure Isolation in Supercritical Water Research



















