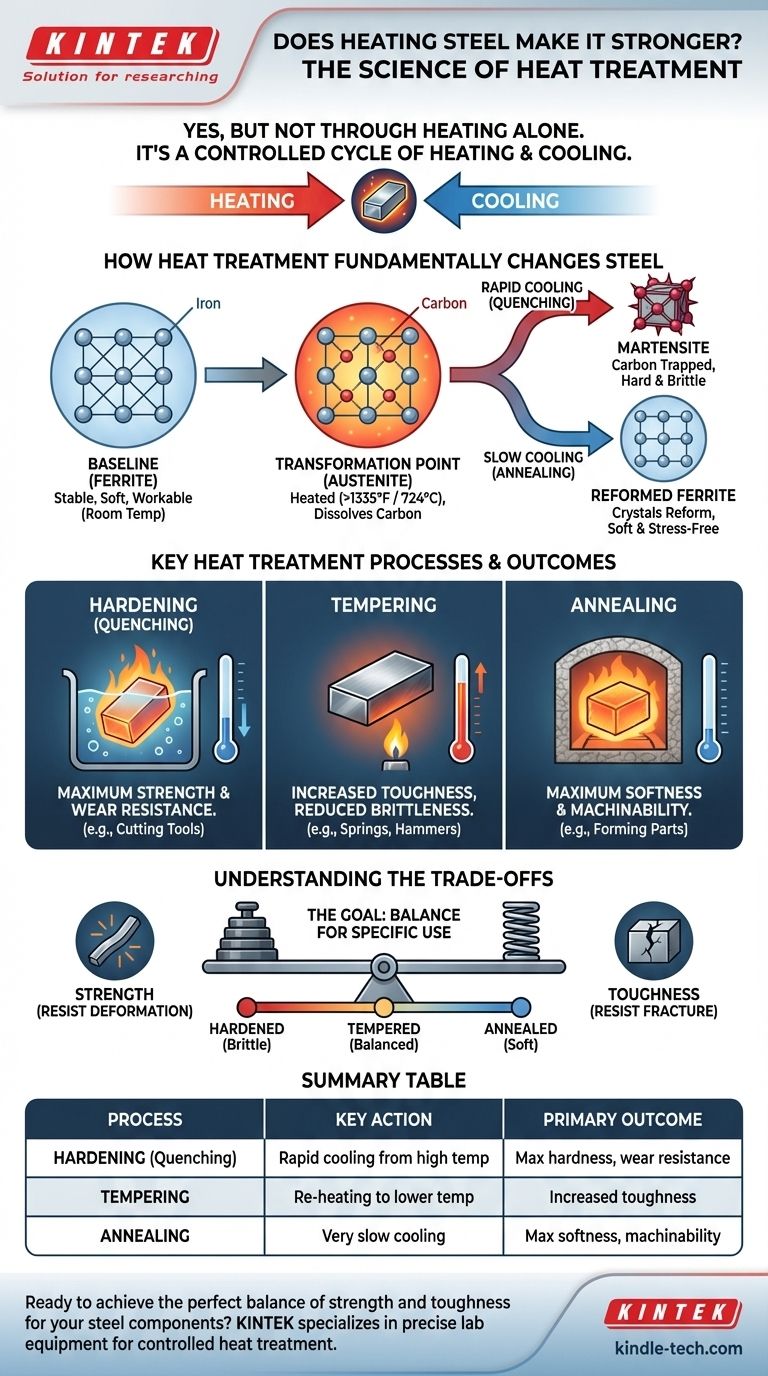
Yes, but not through heating alone. The process that makes steel stronger is called heat treatment, which involves a highly controlled cycle of heating and cooling. Simply heating steel without a specific cooling method can actually make it softer, while the correct process fundamentally rearranges its internal structure to create a much stronger material.
The strength of steel is not determined by heat, but by how its internal crystal structure is manipulated. Heat treatment uses precise heating to unlock this structure, but it is the controlled rate of cooling that locks in the desired properties like hardness, strength, and toughness.

How Heat Treatment Fundamentally Changes Steel
To understand why this works, you have to think of steel not as a solid, uniform material, but as a crystalline structure. Heat treatment is the process of changing that structure.
The Baseline Crystal Structure
At room temperature, steel exists in a stable, relatively soft crystal structure known as ferrite. This structure is what makes a standard piece of steel workable and machinable.
Reaching the Transformation Point
When you heat steel above a critical temperature (typically above 1335°F or 724°C), a remarkable change occurs. The crystal structure rearranges itself into a form called austenite. The key feature of austenite is its ability to dissolve carbon, which is already present within the steel alloy.
The Critical Role of Cooling
The "magic" of heat treatment happens during the cooling phase. The speed at which you cool the steel from its austenitic state determines its final properties. The dissolved carbon gets trapped, forcing the crystals into new, powerful configurations.
Key Heat Treatment Processes and Their Outcomes
Different cooling rates produce vastly different results. This is not a one-size-fits-all process; it's tailored to achieve a specific goal.
Hardening for Maximum Strength
To make steel as hard as possible, it is cooled extremely rapidly from the austenitic state. This process is called quenching, often done by plunging the hot steel into water, oil, or brine.
This rapid cooling traps the carbon atoms, preventing them from forming the soft ferrite structure again. Instead, they form a new, highly strained, and very hard crystal structure called martensite. This is what gives a knife its edge or a bearing its wear resistance.
Tempering for Toughness
Steel that has been hardened through quenching is incredibly strong but also very brittle, like glass. For most applications, this is a dangerous liability, as a sharp impact could cause it to shatter.
Tempering is a secondary treatment where the hardened steel is re-heated to a much lower temperature. This process relieves the internal stress of the martensite structure, sacrificing some hardness to gain a significant amount of toughness (resistance to fracture).
Annealing for Softness
Conversely, if the goal is to make steel as soft and workable as possible, the opposite cooling method is used. Annealing involves cooling the steel very slowly from the austenitic state.
This slow cooling gives the crystal structures time to reform into their softest, most stable state. This process is used to relieve stress, improve machinability, and prepare the metal for further shaping or forming.
Understanding the Trade-offs
The properties of steel exist on a spectrum. You cannot maximize one without impacting another. This is the central challenge of metallurgy.
Strength vs. Toughness
These two terms are often used interchangeably, but they are technically opposites.
- Strength is the ability to resist deformation and bending.
- Toughness is the ability to resist fracture and absorb impact.
A fully hardened piece of steel has maximum strength but minimum toughness. An annealed piece has maximum toughness but minimum strength. The goal of tempering is to find the ideal balance between them for a specific application.
The Risk of Incorrect Treatment
Heat treatment is a precise science. Heating the steel to the wrong temperature, for too short or too long a time, or cooling it at the wrong rate can have negative consequences.
Overheating can ruin the grain structure permanently, while improper cooling can lead to cracks, warping, or simply failing to achieve the desired properties.
Matching the Treatment to Your Goal
The right heat treatment is entirely dependent on the intended use of the steel component.
- If your primary focus is maximum hardness and wear resistance (e.g., a file, cutting tool edge): The key process is hardening (quenching) to create a martensitic structure.
- If your primary focus is durability and impact resistance (e.g., a hammer, axe, or spring): The goal is a balance, achieved through hardening followed by tempering to add toughness.
- If your primary focus is machinability and forming (e.g., preparing a part to be shaped): The correct process is annealing to make the steel as soft and stress-free as possible.
Ultimately, heat treatment gives us the power to transform a single steel alloy into a wide range of materials, each perfectly suited for its specific task.
Summary Table:
| Heat Treatment Process | Key Action | Primary Outcome |
|---|---|---|
| Hardening (Quenching) | Rapid cooling from high temperature | Maximum hardness and wear resistance |
| Tempering | Re-heating hardened steel to a lower temperature | Increased toughness, reduced brittleness |
| Annealing | Very slow cooling from high temperature | Maximum softness and machinability |
Ready to achieve the perfect balance of strength and toughness for your steel components?
At KINTEK, we specialize in providing the precise lab equipment and consumables needed for controlled heat treatment processes. Whether you are developing cutting tools, durable springs, or complex machined parts, our solutions help you achieve the exact material properties your application demands.
Contact our experts today to discuss how we can support your laboratory's metallurgy and materials testing needs.
Visual Guide
Related Products
- Vacuum Heat Treat Furnace with Ceramic Fiber Liner
- Molybdenum Vacuum Heat Treat Furnace
- 2200 ℃ Graphite Vacuum Heat Treat Furnace
- 1400℃ Controlled Atmosphere Furnace with Nitrogen and Inert Atmosphere
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
People Also Ask
- What is a vacuum heat treatment furnace? The Ultimate Guide to Controlled Atmosphere Processing
- What is the temperature of vacuum heat treatment? Achieve Superior Material Properties & Pristine Finishes
- What is the principle of vacuum heat treatment? Achieve Superior Material Properties with Total Control
- What are the disadvantages of vacuum heat treatment? High Costs and Technical Limitations Explained
- What is a vacuum heat treatment furnace? Achieve Unmatched Purity and Control



















