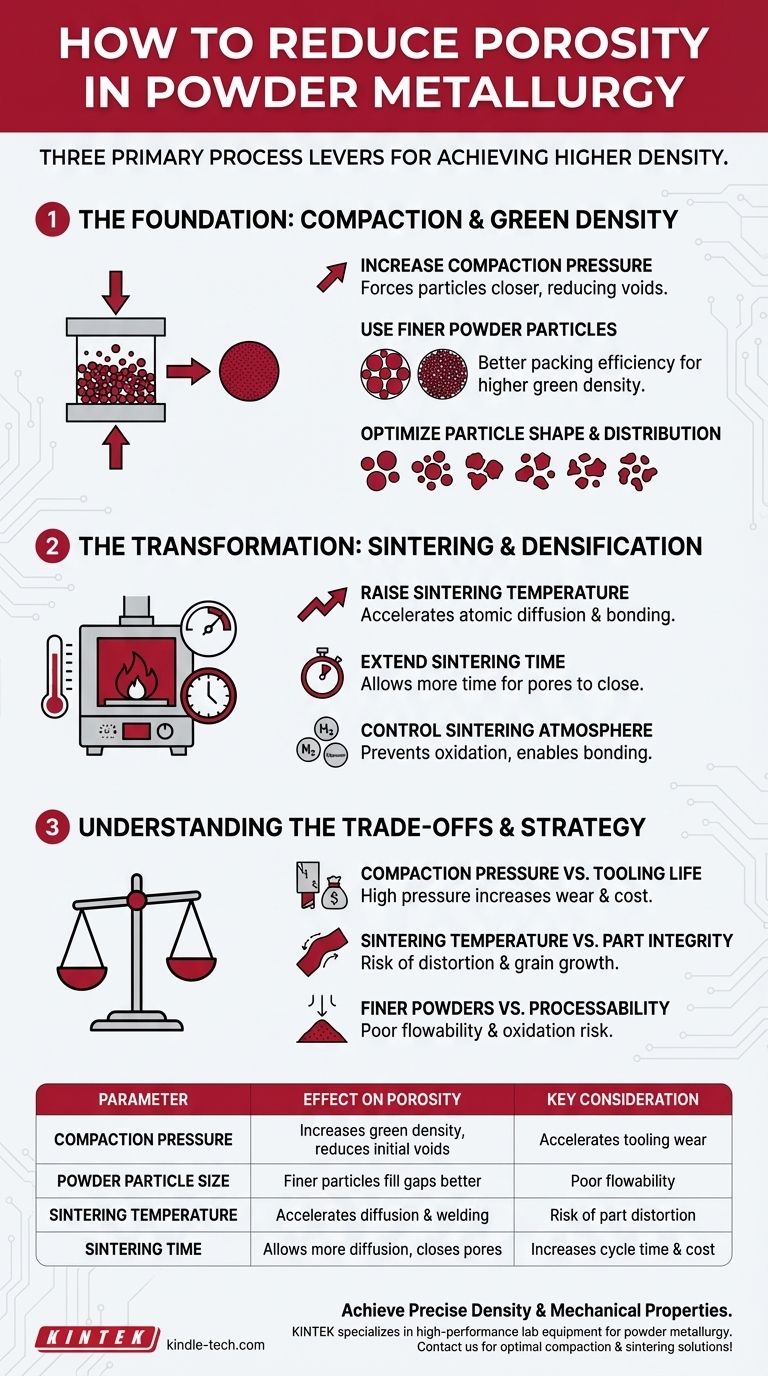
To reduce porosity in powder metallurgy, you must focus on three primary process levers: increasing the compaction pressure, raising the sintering temperature while extending the sintering time, and using finer powder particles. These adjustments work together to minimize the void space between powder particles both before and during the heat treatment process, leading to a denser final part.
Porosity is an inherent characteristic of powder metallurgy, but controlling it is the key to achieving the desired mechanical properties. The goal is to maximize particle-to-particle contact and atomic diffusion, which transforms a loosely packed powder compact into a dense, solid-like material.

The Foundation: Compaction and Green Density
The first opportunity to reduce porosity occurs during the initial pressing of the powder into a "green" compact, before any heat is applied. The density at this stage is known as green density.
The Role of Compaction Pressure
Increasing the pressure applied during compaction forces the powder particles closer together. This mechanical force deforms the particles, reducing the interstitial voids and creating a more densely packed structure from the start.
The Influence of Particle Size
Using finer powder particles is a critical strategy for reducing initial porosity. Smaller particles can more effectively fill the gaps between larger ones, leading to a higher packing efficiency and a higher green density, much like how sand can fill the voids between large rocks in a jar.
Particle Shape and Distribution
While finer particles are key, their shape and distribution also matter. A mix of different particle sizes (a broad distribution) often packs more efficiently than a collection of uniformly sized particles. Irregularly shaped particles may interlock better under pressure, though spherical powders tend to flow more easily into the die.
The Transformation: Sintering and Densification
Sintering is the thermal process where the green compact is heated to below its melting point. This is where the most significant porosity reduction and bonding occur.
The Effect of Sintering Temperature
Higher sintering temperatures provide more thermal energy, which dramatically accelerates atomic diffusion. Atoms move across the boundaries of adjacent particles, effectively "welding" them together. This process fills in the pores and causes the entire part to shrink and densify.
The Importance of Sintering Time
Diffusion is a time-dependent process. Extending the sintering time allows the atomic transport mechanism more time to work, closing off more pores and further increasing the part's final density.
The Sintering Atmosphere
The atmosphere inside the furnace (e.g., hydrogen, nitrogen, or a vacuum) is crucial. A controlled atmosphere prevents oxidation of the powder surfaces, which would otherwise inhibit the atomic bonding required for densification.
Understanding the Trade-offs
While these methods are effective, they are not without limitations. Pushing any single parameter to its extreme can introduce new problems.
Compaction Pressure vs. Tooling Life
Extremely high compaction pressures significantly increase the stress on the dies and punches. This leads to accelerated tooling wear and a higher risk of failure, increasing operational costs. It can also introduce internal stresses in the green compact.
Sintering Temperature vs. Part Integrity
Sintering too close to the material's melting point can cause part distortion, slumping, or undesirable grain growth. Large grains can actually make the final material more brittle, counteracting the benefits of higher density.
Finer Powders vs. Processability
Very fine powders, while good for density, can exhibit poor flowability. This makes it difficult to achieve a uniform and consistent fill of the die cavity, which can lead to density variations and defects in the final part. They are also more susceptible to oxidation due to their high surface area.
Making the Right Choice for Your Goal
Your strategy for reducing porosity should be guided by the specific performance requirements and economic constraints of your project.
- If your primary focus is maximum density and strength: Combine high compaction pressures with a high-temperature, long-duration sintering cycle, and consider secondary operations like Hot Isostatic Pressing (HIP).
- If your primary focus is cost-efficiency for standard parts: Use moderate compaction pressures and optimized sintering profiles with standard-grade powders to balance performance with tooling life and energy costs.
- If your primary focus is high dimensional accuracy: Avoid excessively high sintering temperatures that could lead to distortion and carefully control the powder fill process to ensure uniform shrinkage.
By strategically balancing these process parameters, you can engineer the precise level of density required for your application's success.
Summary Table:
| Parameter | Effect on Porosity | Key Consideration |
|---|---|---|
| Compaction Pressure | Increases green density, reduces initial voids | High pressure accelerates tooling wear |
| Powder Particle Size | Finer particles fill gaps better, improving packing | Very fine powders have poor flowability |
| Sintering Temperature | Higher temps accelerate atomic diffusion, welding particles | Risk of part distortion or grain growth |
| Sintering Time | Longer times allow more diffusion, closing pores | Increases process cycle time and cost |
Achieve the precise density and mechanical properties your application demands.
The strategies outlined are a starting point, but successfully implementing them requires expert knowledge and reliable equipment. KINTEK specializes in high-performance lab equipment and consumables for powder metallurgy, serving laboratories and R&D departments with the tools needed for optimal compaction and sintering processes.
Let our experts help you select the right equipment and optimize your parameters to minimize porosity and maximize part strength. Contact our team today for a personalized consultation!
Visual Guide
Related Products
- XRF & KBR plastic ring lab Powder Pellet Pressing Mold for FTIR
- XRF & KBR steel ring lab Powder Pellet Pressing Mold for FTIR
- Folding Molybdenum Tantalum Boat With or Without Cover
- Round Bidirectional Press Mold for Lab
- Ring Press Mold for Lab Applications
People Also Ask
- How does the selection of a pressure mold affect the performance of all-solid-state batteries? Expert Pelletizing Guide
- How are samples prepared for XRF analysis? Achieve Accurate and Reliable Results
- What is the XRF method of sampling? Achieve Accurate Elemental Analysis with Proper Sample Prep
- How does the pressure control of a powder pellet press affect the quality of FSCC green bodies? Optimize Bonding
- Why is a laboratory pellet press used before pyrolysis? Optimize Heat Transfer & Consistency in Porous Carbon Synthesis