At its core, freeze-drying is a preservation technology that excels at locking in quality and extending stability. It significantly extends the shelf life of products, preserves their nutritional and chemical integrity, and maintains their original structure, color, and flavor. This unique combination of benefits makes it an invaluable process across diverse industries, from pharmaceuticals and biotechnology to high-end food and cannabis production.
Unlike conventional heat-based drying which degrades products, freeze-drying removes water through a gentle, low-temperature process called sublimation. This mechanism is the fundamental reason it can preserve the delicate structure and chemical composition of everything from a strawberry to a life-saving vaccine.

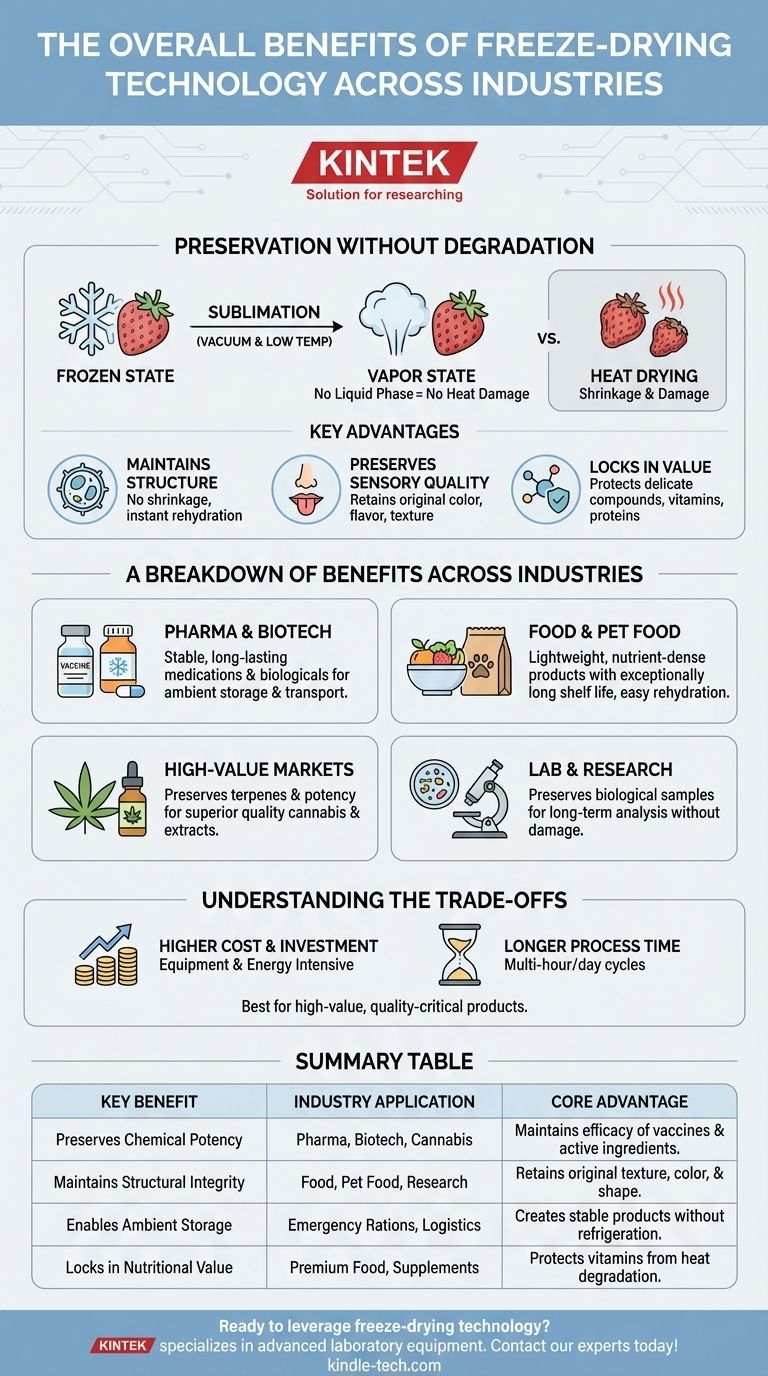
The Foundational Advantage: Preservation Without Degradation
The true power of freeze-drying, or lyophilization, lies in how it removes water. By avoiding the damaging effects of heat, it preserves materials in a state remarkably close to their original form.
How Sublimation Protects Product Integrity
Most drying methods use heat to evaporate water from a liquid to a gas. This process can shrink and damage the cellular structure of the material, destroying delicate compounds.
Freeze-drying bypasses the liquid phase entirely. The product is first frozen, and then a deep vacuum is applied, causing the frozen water to turn directly into vapor—a process called sublimation. This gentle transition leaves the product's structure intact.
Maintaining Structural and Sensory Qualities
Because the water is removed without passing through a liquid state, the product's physical structure is not compromised. Conventional drying causes shrinkage and toughness as water is drawn out, altering the final texture.
Freeze-drying, in contrast, maintains the original size and shape, creating a porous structure that rehydrates instantly. This is why freeze-dried foods retain their original texture, color, and taste far more effectively than their dehydrated counterparts.
Locking in Nutritional and Chemical Value
Heat is the enemy of many sensitive biological and chemical compounds. The low-temperature nature of freeze-drying is critical for preserving the potency of active ingredients.
This applies to the vitamins in food, the terpenes and cannabinoids in cannabis, and the complex proteins and antibodies in biopharmaceuticals. The process ensures the final product is not just preserved, but remains effective and valuable.
A Breakdown of Benefits Across Key Industries
The versatility of freeze-drying has made it a cornerstone technology in multiple sectors where quality and stability are non-negotiable.
For Pharmaceuticals and Biotechnology
Freeze-drying is essential for creating stable, long-lasting medications and biologicals. It allows for the production of vaccines, proteins, antibodies, and other sensitive drugs that can be stored and transported without refrigeration. This vastly improves logistical efficiency and access to life-saving treatments.
For the Food and Pet Food Industry
This technology produces lightweight, nutrient-dense foods with an exceptionally long shelf life, requiring no chemical preservatives or refrigeration. Products from instant coffee and military rations to premium pet food are easy to store, cheap to transport, and can be quickly reconstituted by simply adding water.
For Emerging High-Value Markets
Industries like the legal cannabis market have adopted freeze-drying to produce superior products. Traditional curing methods can degrade delicate aroma compounds (terpenes) and reduce potency. Freeze-drying preserves these qualities, resulting in a higher-quality, safer, and more valuable final product.
For Laboratory and Research Settings
In bioengineering, material science, and other research fields, freeze-drying is used to preserve biological samples for long-term analysis. It provides scientists with a way to stop biological activity without damaging the sample, allowing for accurate study at a later date.
Understanding the Trade-offs
While its benefits are significant, freeze-drying is not a universal solution. Understanding its limitations is key to making an informed decision.
The Cost of Quality
Freeze-drying equipment represents a significant capital investment. The process itself is also more energy-intensive and expensive per unit compared to simple air or heat drying, making it less economical for low-value products.
The Time Factor
The freeze-drying cycle—from freezing to primary drying (sublimation) to secondary drying—is a slow, multi-hour or even multi-day process. This low throughput can be a limiting factor for high-volume production lines.
Not a Universal Solution
The combination of high cost and long processing times means freeze-drying is typically reserved for products where the preservation of quality, potency, or specific structural characteristics justifies the expense. For simple bulk commodities, cheaper drying methods are often sufficient.
Making the Right Choice for Your Goal
The decision to use freeze-drying technology should be driven by the specific requirements of your product and business.
- If your primary focus is preserving maximum chemical potency and sensory quality: Freeze-drying is the definitive choice for high-value pharmaceuticals, biotech materials, premium cannabis, and gourmet foods.
- If your primary focus is long-term, unrefrigerated shelf life and reduced logistics costs: The technology is ideal for creating stable food supplies, emergency rations, and easier-to-transport biologicals.
- If your primary focus is low-cost, high-volume production of a durable good: Conventional drying methods are likely more cost-effective, as the benefits of freeze-drying may not outweigh its expense and time commitment.
Ultimately, freeze-drying is an investment in unparalleled preservation, chosen when the integrity of the final product cannot be compromised.
Summary Table:
| Key Benefit | Industry Application | Core Advantage |
|---|---|---|
| Preserves Chemical Potency | Pharmaceuticals, Biotechnology, Cannabis | Maintains efficacy of vaccines, proteins, and cannabinoids |
| Maintains Structural Integrity | Food, Pet Food, Research | Retains original texture, color, and shape for easy rehydration |
| Enables Ambient Storage | Emergency Rations, Logistics | Creates stable products without refrigeration |
| Locks in Nutritional Value | Premium Food, Supplements | Protects vitamins and sensitive compounds from heat degradation |
Ready to leverage freeze-drying technology for your high-value products? KINTEK specializes in providing advanced laboratory equipment and consumables to meet the precise demands of industries like pharmaceuticals, biotechnology, and premium food production. Our expertise ensures you get the right solutions to preserve product integrity, extend shelf life, and enhance market value. Contact our experts today to discuss how we can support your preservation goals!
Visual Guide
Related Products
- High Performance Laboratory Freeze Dryer
- High Performance Laboratory Freeze Dryer for Research and Development
- Benchtop Laboratory Freeze Dryer for Lab Use
- Benchtop Laboratory Vacuum Freeze Dryer
- 108L Vertical Ultra Low Temperature ULT Freezer
People Also Ask
- What are the steps to use a laboratory freeze dryer? Master Lyophilization for Superior Sample Preservation
- What are the technical advantages of using a laboratory freeze dryer for porous carbon precursors? Preserve 3D Networks
- What are the main components of a laboratory freeze dryer? A Guide to the 5 Essential Systems
- What precautions should be taken when using a laboratory freeze dryer? Essential Steps for Reliable Lyophilization
- Why is a laboratory freeze dryer used before biomass characterization? Preserve Structural Integrity for Accurate Data















