
The All-Too-Common Sound of Failure
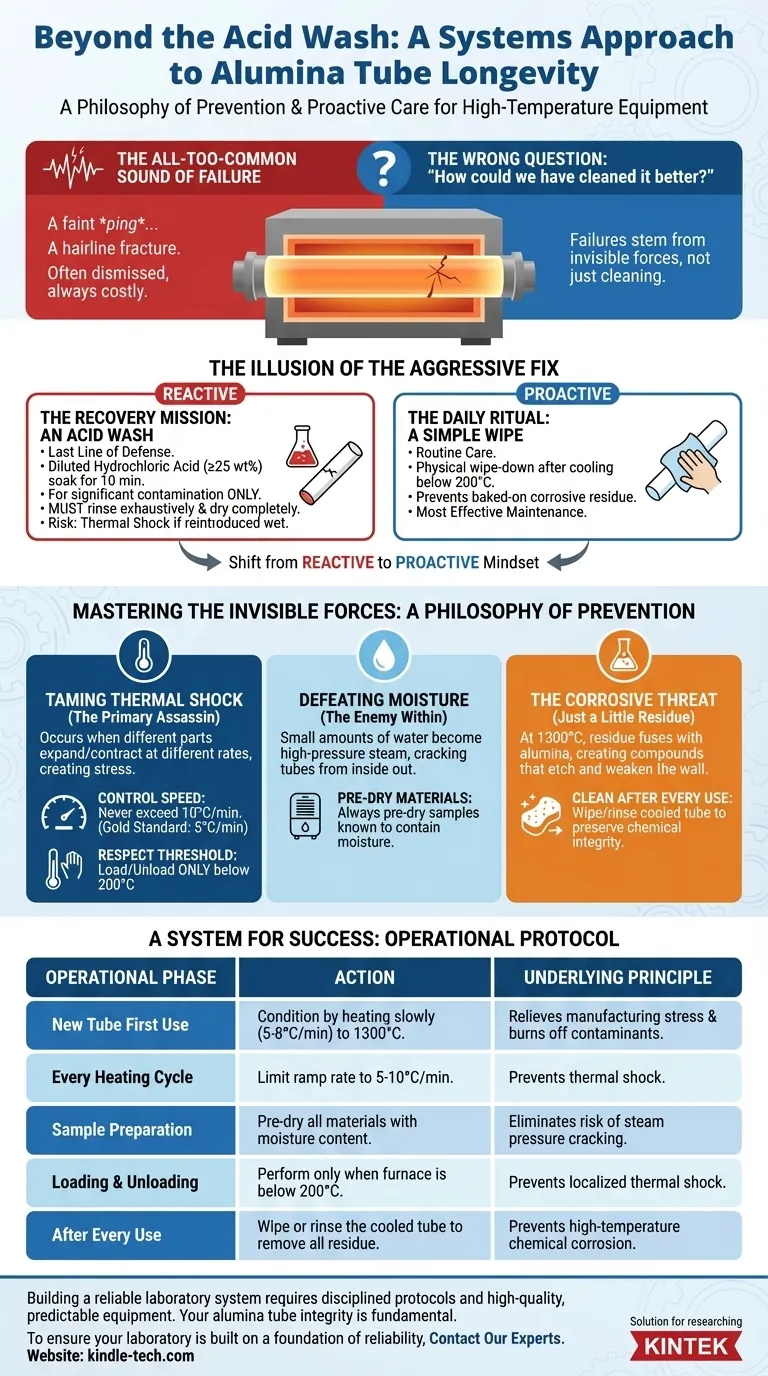
It often begins with a faint ping from a cooling furnace—a sound so subtle it’s easily dismissed. The next day, a researcher discovers the truth: a hairline fracture running down their expensive alumina tube.
The immediate question is always, "How could we have cleaned it better?"
But this is the wrong question. The most critical failures in high-temperature equipment don't stem from a lack of cleaning. They stem from a misunderstanding of the invisible forces at play—thermal stress, steam pressure, and chemical reactions. The real question is, "What unseen battle did we lose?"
The Illusion of the Aggressive Fix
When faced with a contaminated tube, our instinct is to act. We reach for a powerful cleaning agent, seeking a decisive solution. This bias toward reactive measures is human, but in material science, it can be counterproductive.
The Recovery Mission: An Acid Wash
For significant contamination, a diluted hydrochloric acid (≥25 wt%) soak for 10 minutes can dissolve metallic oxides and other residues. This should be viewed as an emergency recovery operation, not a routine task. It’s the last line of defense.
After the acid soak, the tube must be rinsed exhaustively with deionized water and dried completely. Reintroducing a wet tube into a furnace is a recipe for the very thermal shock you're trying to prevent.
The Daily Ritual: A Simple Wipe
For routine care, a physical wipe-down after the tube has cooled below 200°C is often all that's needed. This simple act prevents residue from baking onto the surface in the next cycle, where it can become a corrosive agent.
The psychological trap is believing that the more aggressive method is always better. In reality, the most effective maintenance is the one that makes aggressive cleaning unnecessary.
Mastering the Invisible Forces: A Philosophy of Prevention
An alumina tube's lifespan is determined less by how it's cleaned and more by how it's treated during operation. This requires a shift in mindset from maintenance-as-cleaning to maintenance-as-protocol.
Taming Thermal Shock: The Unseen Stress
Thermal shock is the primary assassin of ceramic tubes. It occurs when different parts of the material expand or contract at different rates, creating immense internal stress that leads to fractures. It’s a silent, invisible force.
To defeat it, you must respect the physics of the material with two unwavering rules:
- Control Your Speed: Heating and cooling rates should never exceed 10°C per minute. A more conservative rate of 5°C per minute is the gold standard for longevity.
- Respect the Threshold: Never load or unload samples when the furnace is above 200°C. Introducing a room-temperature object into a hot zone is a violent thermal event for the tube.
This requires patience—a psychological discipline that directly counters the lab's pressure for speed.
Defeating Moisture: The Enemy Within
Even a small amount of water in a sample becomes a pocket of high-pressure steam when heated. This steam expands with enough force to crack solid alumina from the inside out.
The protocol is simple: always pre-dry materials known to contain moisture or crystal water. This foresight transforms a catastrophic risk into a trivial inconvenience.
The Corrosive Threat of "Just a Little Residue"
Leftover sample residue is not just a cleanliness issue. At 1300°C, it's a reactive chemical. It can fuse with the alumina, creating new compounds that etch, corrode, and weaken the tube wall over time. Cleaning after every use is not about aesthetics; it is about preserving the chemical integrity of your equipment.
A System for Success
Longevity is not the result of one heroic cleaning session. It is the aggregate of dozens of small, disciplined decisions. A robust operational protocol is the only true "maintenance."
| Operational Phase | Action | Underlying Principle |
|---|---|---|
| New Tube First Use | Condition by heating slowly (5-8°C/min) to 1300°C. | Relieves manufacturing stress and burns off contaminants. |
| Every Heating Cycle | Limit ramp rate to 5-10°C/min. | Prevents thermal shock. |
| Sample Preparation | Pre-dry all materials with moisture content. | Eliminates risk of steam pressure cracking. |
| Loading & Unloading | Perform only when furnace is below 200°C. | Prevents localized thermal shock. |
| After Every Use | Wipe or rinse the cooled tube to remove all residue. | Prevents high-temperature chemical corrosion. |
Building a reliable laboratory system requires both disciplined protocols and high-quality, predictable equipment. The integrity of your alumina tube is fundamental to reproducible results, and it serves as a daily reminder that precision tools demand a precision mindset. At KINTEK, we specialize in providing the high-performance lab equipment and consumables that form the dependable foundation for your most critical work.
To ensure your laboratory is built on a foundation of reliability, from the furnace tube to the most complex analyzer, Contact Our Experts.
Visual Guide
Related Products
- High Temperature Alumina (Al2O3) Furnace Tube for Engineering Advanced Fine Ceramics
- 1700℃ Laboratory High Temperature Tube Furnace with Alumina Tube
- 1400℃ Laboratory High Temperature Tube Furnace with Alumina Tube
- High Temperature Aluminum Oxide (Al2O3) Protective Tube for Engineering Advanced Fine Ceramics
- Engineering Advanced Fine Alumina Al2O3 Ceramic Crucible for Laboratory Muffle Furnace
Related Articles
- Entropy and the Alumina Tube: The Art of Precision Maintenance
- The Silent Partner in Pyrolysis: Engineering the Perfect Thermal Boundary
- The Silent Vessel: Why the Material of Your Furnace Tube Defines Your Science
- The Unseen Discipline: Mastering the Alumina Furnace Tube
- The Architecture of Isolation: Anatomy of a Tube Furnace



















