
The Hidden Variable in Metallurgy
In high-stakes engineering, we often obsess over the visible variables: the temperature of the furnace, the duration of the cycle, and the grade of the alloy.
But there is a hidden variable that dictates the success or failure of the entire process: The Atmosphere.
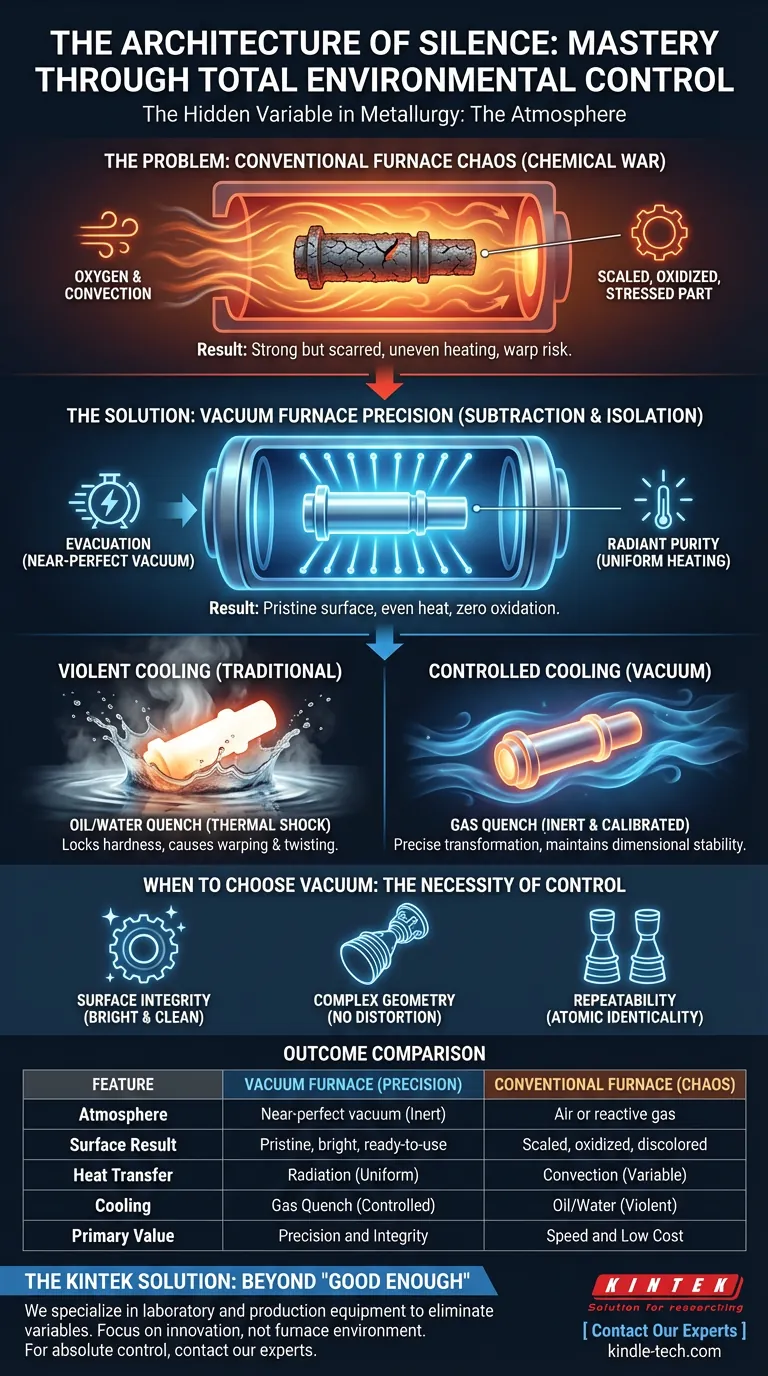
When you heat a metal part in a conventional furnace, you are effectively engaging in a chemical war. The oxygen in the air attacks the surface of the heated metal. The convection currents creating the heat introduce turbulence. The result is often a part that is strong but scarred—scaled, discolored, and internally stressed.
For basic manufacturing, this is acceptable. For critical applications—aerospace, medical devices, and high-precision tooling—it is a gamble you cannot afford to take.
Vacuum furnace heat treatment is the engineering answer to this chaos. It is a philosophy of subtraction. By removing the air, we remove the noise, leaving only the pure interaction between energy and matter.
The Physics of Isolation
The core difference between vacuum processing and traditional methods is not the heat itself, but the medium in which the heat travels.
In a standard furnace, heat moves via convection—hot air blowing over metal. It is effective, but it is uneven. It creates hot spots. It fuels oxidation.
A vacuum furnace changes the rules of engagement:
- The Evacuation: Before a single degree of heat is applied, powerful pumps remove the atmosphere, creating a near-perfect vacuum. The reactive agents—oxygen, nitrogen, water vapor—are gone.
- Radiant Purity: With no air to carry convection currents, heat is transferred solely through radiation. Graphite or ceramic elements beam thermal energy directly into the workpiece.
- Uniformity: Because radiation is line-of-sight and highly controllable, the part heats evenly. Thin sections and thick cores reach equilibrium together, reducing the internal tug-of-war that causes warping.
The Problem with Violent Cooling
The danger doesn't end when the heating stops. The cooling phase, or quenching, is often where parts are ruined.
Classic quenching involves dunking white-hot metal into oil or water. It is a violent thermal shock. It locks in hardness, but often at the cost of dimensional stability. Parts twist. They bow. They distort.
Vacuum furnaces replace this violence with precision. Instead of a liquid bath, the chamber is backfilled with inert gases (like argon or nitrogen) at high pressures. This extracts heat at a calibrated rate. You get the metallurgical transformation you need without the traumatic distortion.
The Cost of Certainty
If vacuum heat treatment is superior, why isn't it used for everything?
The answer lies in the psychology of trade-offs.
Vacuum processing is the "premium insurance" of metallurgy. The equipment is sophisticated and capital-intensive. The cycles take longer because creating a vacuum is a deliberate process. It requires specialized operational expertise to run these complex systems.
However, consider the cost of the alternative:
- Post-processing: Conventional parts often need sandblasting or machining to remove scale.
- Failure rates: A warped part in a jet engine or a medical implant is not an inconvenience; it is a catastrophe.
Vacuum treatment trades speed and low initial cost for predictability.
When to Choose the Vacuum
Understanding the trade-offs helps us make the right engineering decision. You do not need a vacuum furnace to harden a garden hoe. You absolutely need one to braze a rocket nozzle.
Here is how to assess the necessity of control:
- Surface Integrity: If the part must emerge bright, clean, and scale-free without cleaning, vacuum is the only choice.
- Geometry: If the part has blind holes, thin walls, or complex shapes, radiant heating prevents distortion.
- Repeatability: If Part #1 must be atomically identical to Part #1,000, the computer-controlled environment of a vacuum furnace is essential.
A Comparison of Outcomes
| Feature | Vacuum Furnace | Conventional Furnace |
|---|---|---|
| Atmosphere | Near-perfect vacuum (Inert) | Air or reactive gas |
| Surface Result | Pristine, bright, ready-to-use | Scaled, oxidized, discolored |
| Heat Transfer | Radiation (Uniform) | Convection (Variable) |
| Cooling | Gas Quench (Controlled) | Oil/Water (Violent) |
| Primary Value | Precision and Integrity | Speed and Low Cost |
The KINTEK Solution
At the intersection of material science and equipment reliability, you will find KINTEK.
We understand that for our clients, "good enough" is rarely good enough. Whether you are conducting low-temperature annealing or high-temperature sintering, the integrity of your equipment dictates the integrity of your data and your product.
KINTEK specializes in laboratory and production equipment designed to eliminate variables. We provide the tools that allow engineers to stop worrying about the environment inside the furnace and start focusing on the innovation coming out of it.
If your process demands the absolute control that only a vacuum environment can provide, we are here to help you configure the perfect solution.
Visual Guide
Related Products
- 2200 ℃ Graphite Vacuum Heat Treat Furnace
- Molybdenum Vacuum Heat Treat Furnace
- Vacuum Heat Treat Furnace with Ceramic Fiber Liner
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Vacuum Heat Treat Sintering Brazing Furnace
Related Articles
- Maximizing Efficiency and Precision with Vacuum Graphite Furnaces
- Unveiling Vacuum Graphite Furnaces: Performance, Applications, and Expert Insights
- Evaluating the Pros and Cons of External Vacuum Heat Treatment Furnaces
- Guidelines for Purchasing Vacuum Heat Treatment Furnaces
- Optimizing Performance with Graphite Vacuum Furnaces: A Comprehensive Guide



















