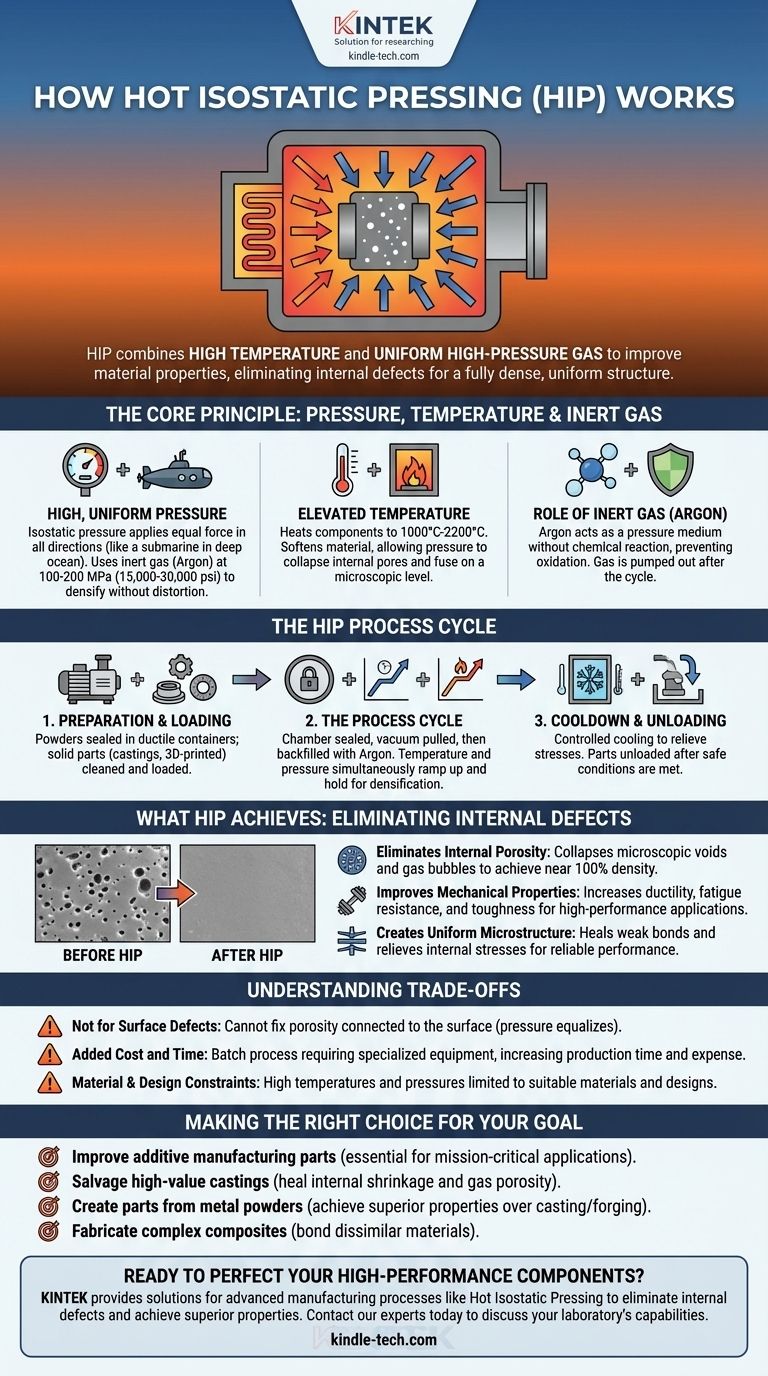
At its core, hot isostatic pressing (HIP) is a manufacturing process that uses a combination of high temperature and uniform, high-pressure gas to improve the properties of metals, ceramics, and other materials. It functions like a high-pressure oven, simultaneously heating a component and squeezing it from all directions to eliminate internal defects and create a fully dense, uniform structure.
The fundamental purpose of HIP is to remove internal porosity. By subjecting a part to temperatures near its sintering point and applying extreme, uniform pressure with an inert gas, the process collapses internal voids, fuses metallurgical bonds, and creates a material with superior mechanical properties.

The Core Principle: Temperature, Pressure, and Inert Gas
The effectiveness of HIP lies in the precise control of three key elements working in unison within a sealed, high-pressure chamber.
High, Uniform Pressure
Hot isostatic pressing applies isostatic pressure, meaning it is equal in all directions. Imagine a submarine deep in the ocean—the water pressure is the same on every single point of its hull.
HIP achieves this using an inert gas, typically argon, pressurized to between 100 and 200 MPa (15,000 to 30,000 psi). This uniform pressure ensures that a part is densified without distorting its net shape.
Elevated Temperature
Inside the pressure vessel, a high-temperature furnace heats the components. The target temperature, ranging from 1000°C to 2200°C, is chosen based on the material being processed.
This heat softens the material, making it malleable enough for the high pressure to collapse internal pores and weld the material together on a microscopic level.
The Role of Inert Gas
An inert gas like argon is critical because it acts as the pressure-transfer medium without chemically reacting with the part.
Using a reactive gas like oxygen would cause oxidation and ruin the material at these high temperatures. Argon simply applies the pressure, does its job, and is pumped out afterward, leaving the material's chemistry unchanged.
The Step-by-Step HIP Process
While the specific parameters are tailored to each application, the operational sequence follows a consistent and highly controlled path.
1. Preparation and Loading
For parts made from metal powders, the powder is first sealed under vacuum in a metal or glass container that will become ductile at the HIP temperature.
For existing solid parts, such as castings or 3D-printed components, they are simply cleaned and loaded directly into the HIP unit's chamber.
2. The Process Cycle
Once the chamber is sealed, a computer-controlled program begins. The system first pulls a vacuum to remove any reactive gases.
Next, it backfills the chamber with argon and begins to simultaneously ramp up the temperature and pressure. The components are held at the target temperature and pressure for a specific duration, allowing the material to densify fully.
3. Cooldown and Unloading
After the cycle is complete, the components are cooled in a controlled manner to relieve thermal stresses. Once back at a safe temperature and pressure, the parts are unloaded.
The entire process, from loading to unloading, can take several hours, depending on the material and the size of the load.
What HIP Achieves: Eliminating Internal Defects
The primary goal of HIP is to resolve microscopic imperfections that compromise a part's performance and structural integrity.
Eliminating Internal Porosity
Whether it's tiny gas bubbles in a casting or microscopic voids between layers in a 3D-printed part, HIP forces these empty spaces to collapse and disappear. This raises the part's density to nearly 100% of its theoretical maximum.
Improving Mechanical Properties
By removing defects, HIP dramatically improves a material's performance. The result is increased ductility, fatigue resistance, and overall toughness. This is critical for high-performance parts used in aerospace, medical, and energy applications.
Creating a Uniform Microstructure
The process heals weak bonds between layers in additively manufactured parts and relieves internal stresses in castings. This creates a homogenous, consistent material structure, ensuring reliable and predictable performance under load.
Understanding the Trade-offs
While incredibly powerful, HIP is not a universal solution. Understanding its limitations is key to using it effectively.
Not a Fix for Surface Defects
The HIP process relies on external pressure to close internal voids. It cannot fix porosity or cracks that are connected to the part's surface, as the pressure inside the defect will equalize with the chamber pressure.
Added Cost and Time
HIP is a batch process that requires specialized, expensive equipment. It adds a significant step to the manufacturing workflow, increasing both the cost per part and the overall lead time.
Material and Design Constraints
The process is best suited for high-value components where performance and reliability are non-negotiable. The high temperatures and pressures can also place constraints on the design and material selection for the parts being treated.
Making the Right Choice for Your Goal
Deciding whether to use HIP depends entirely on your material, manufacturing method, and performance requirements.
- If your primary focus is improving additively manufactured parts: HIP is essential for closing internal porosity and creating a homogenous microstructure required for mission-critical applications.
- If your primary focus is salvaging high-value castings: HIP can heal internal shrinkage and gas porosity, dramatically increasing the yield and reliability of cast components.
- If your primary focus is creating parts from metal powders: HIP is a powerful method for achieving full densification and creating materials with properties superior to those made by casting or forging.
- If your primary focus is fabricating complex composites: HIP provides the necessary heat and pressure to bond dissimilar materials together, such as in the creation of metal matrix composites.
Ultimately, hot isostatic pressing is a finishing tool that transforms good components into exceptional ones by perfecting their internal structure.
Summary Table:
| Key Element | Function | Typical Range |
|---|---|---|
| Pressure | Applies uniform, isostatic force from all directions | 100 - 200 MPa (15,000 - 30,000 psi) |
| Temperature | Softens material to allow densification | 1000°C - 2200°C |
| Gas Medium | Inert gas (Argon) transfers pressure without chemical reaction | Argon |
| Primary Benefit | Eliminates internal porosity, increases fatigue life and toughness | Achieves near 100% density |
Ready to perfect your high-performance components?
KINTEK specializes in lab equipment and consumables, providing solutions for advanced manufacturing processes like Hot Isostatic Pressing. Our expertise can help you eliminate internal defects in your castings, 3D-printed parts, and powder metallurgy components, resulting in superior mechanical properties and reliability.
Contact our experts today to discuss how our solutions can enhance your laboratory's capabilities and material performance.
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research
- Electric Split Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Manual Cold Isostatic Pressing Machine CIP Pellet Press
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Isostatic Molding Pressing Molds for Lab
People Also Ask
- How long is hot isostatic pressing? Unlocking the Variables That Control Cycle Time
- What is the process of isostatic press? Achieve Uniform Density and Complex Shapes
- What is the principle of hot isostatic pressing? Achieve 100% Density and Superior Performance
- What is the process of isostatic pressing? Achieve Uniform Density for Complex Parts
- What advantages does a warm isostatic press offer over a traditional uniaxial press for Li6PS5Cl electrolyte sheets?

















