
A Single, Invisible Flaw
Imagine a critical turbine blade in a jet engine, spinning thousands of times per minute. If it fails, the cause is rarely a massive, visible crack. More often, it's a microscopic void, an empty space no larger than a grain of dust, left behind during its creation.
This isn't a failure of the metal itself. It's a failure of pressure.
Our deep-seated trust in engineered components is a trust in their internal integrity. We assume they are perfectly solid. But traditional manufacturing, which often involves directional force—like a hammer or a press—can create hidden stresses and inconsistencies. It's a method of brute force.
There is a more elegant, more fundamental way. A process that uses pressure not as a hammer, but as a universal embrace.
The Principle of Uniformity
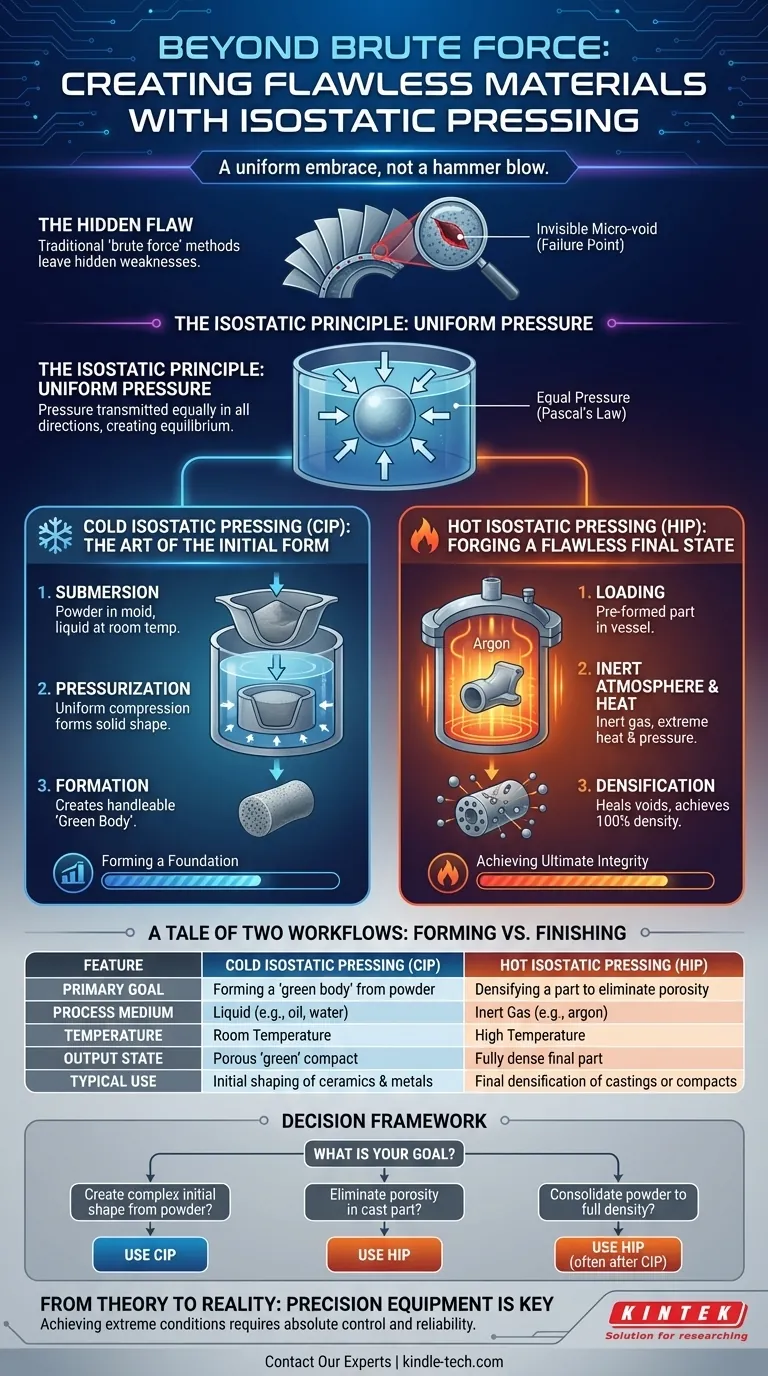
Both Cold and Hot Isostatic Pressing (CIP and HIP) are built on a simple, powerful law of physics: pressure applied to a contained fluid is transmitted equally in all directions.
Instead of pressing a part from one or two sides, the component is submerged in a fluid medium (liquid or gas) that applies perfectly uniform pressure to every point on its surface.
The psychological shift is profound. We move from a logic of coercion to a logic of equilibrium. The result is a part with highly uniform density and predictable behavior, free from the internal weaknesses born of uneven force.
The Two Paths to Isostatic Perfection
While they share a core principle, CIP and HIP serve distinct purposes in the journey toward a flawless material. They represent two different stages: the creation of form and the perfection of substance.
Cold Isostatic Pressing (CIP): The Art of the Initial Form
CIP is a forming step. It begins with a powder—ceramic, metal, or polymer—placed inside a flexible, sealed mold.
- Submersion: The mold is submerged in a chamber of liquid, typically oil or water, at room temperature.
- Pressurization: The chamber is pressurized, causing the liquid to compress the mold uniformly from all sides.
- Formation: The powder particles are forced together, creating a solid, handleable object called a "green body."
This green body is like a perfectly packed snowball. It has shape and enough strength to be handled, but it has not yet become ice. It is a uniform foundation, ready for the next step.
Hot Isostatic Pressing (HIP): Forging a Flawless Final State
HIP is a finishing step, designed to achieve ultimate material integrity. It takes a pre-formed part (like a green body from CIP or a metal casting) and perfects it.
- Loading: The part is placed inside a high-pressure vessel.
- Inert Atmosphere: The vessel is filled with a high-purity inert gas, like argon.
- Densification: Both temperature and pressure are raised to extreme levels.
Under this intense, uniform heat and pressure, the material's atoms themselves begin to move. They diffuse across the boundaries of any internal voids, effectively healing the part from the inside out. Microscopic pores simply vanish. The output is a component that is virtually 100% dense.
A Tale of Two Workflows: Forming vs. Finishing
The choice between CIP and HIP depends entirely on your goal. Are you trying to create a shape, or are you trying to perfect an existing one?
| Feature | Cold Isostatic Pressing (CIP) | Hot Isostatic Pressing (HIP) |
|---|---|---|
| Primary Goal | Forming a 'green body' from powder | Densifying a part to eliminate porosity |
| Process Medium | Liquid (e.g., oil, water) | Inert Gas (e.g., argon) |
| Temperature | Room Temperature | High Temperature |
| Output State | Porous 'green' compact | Fully dense final part |
| Typical Use | Initial shaping of ceramics & metals | Final densification of castings or compacts |
This leads to a clear decision-making framework:
- To create a complex initial shape from powder: CIP is the ideal method to form a uniform "green body."
- To eliminate porosity in a cast metal part: HIP is the essential finishing step for maximum strength.
- To consolidate powder into a fully dense final part: You will almost always use HIP, often on a part pre-formed by CIP.
From Theory to Reality: The Critical Role of Equipment
Achieving the extreme conditions required for isostatic pressing is a monumental engineering challenge. The vessels must contain pressures hundreds of times greater than a deep-sea submersible, and HIP furnaces must reach temperatures capable of making metal flow like clay.
The difference between a flawlessly dense component and a failed experiment lies in the precision and reliability of the laboratory equipment. This is where theory meets reality. Turning the elegant principle of uniform pressure into a tangible, perfect material requires systems capable of managing these forces with absolute control.
At KINTEK, we specialize in the lab equipment that makes this transformation possible. Whether forming a foundational shape with CIP or pursuing theoretical density with HIP, our systems provide the control and reliability needed to move beyond brute force manufacturing. To create materials you can trust, without exception.
For a deeper conversation about how to apply these principles in your work, Contact Our Experts
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research
- Automatic Lab Cold Isostatic Press CIP Machine Cold Isostatic Pressing
- Manual Cold Isostatic Pressing Machine CIP Pellet Press
- Electric Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
- Electric Split Lab Cold Isostatic Press CIP Machine for Cold Isostatic Pressing
Related Articles
- Exploring the Capabilities and Applications of Warm Isostatic Pressing (WIP)
- Warm Isostatic Pressing An Overview of the Process and Equipment
- A Guide to Choosing the Right Temperature for Warm Isostatic Press
- Beyond the Spec Sheet: Mastering the Thermal Dynamics of Warm Isostatic Pressing
- Warm Isostatic Pressing: An Advanced Manufacturing Technology

















