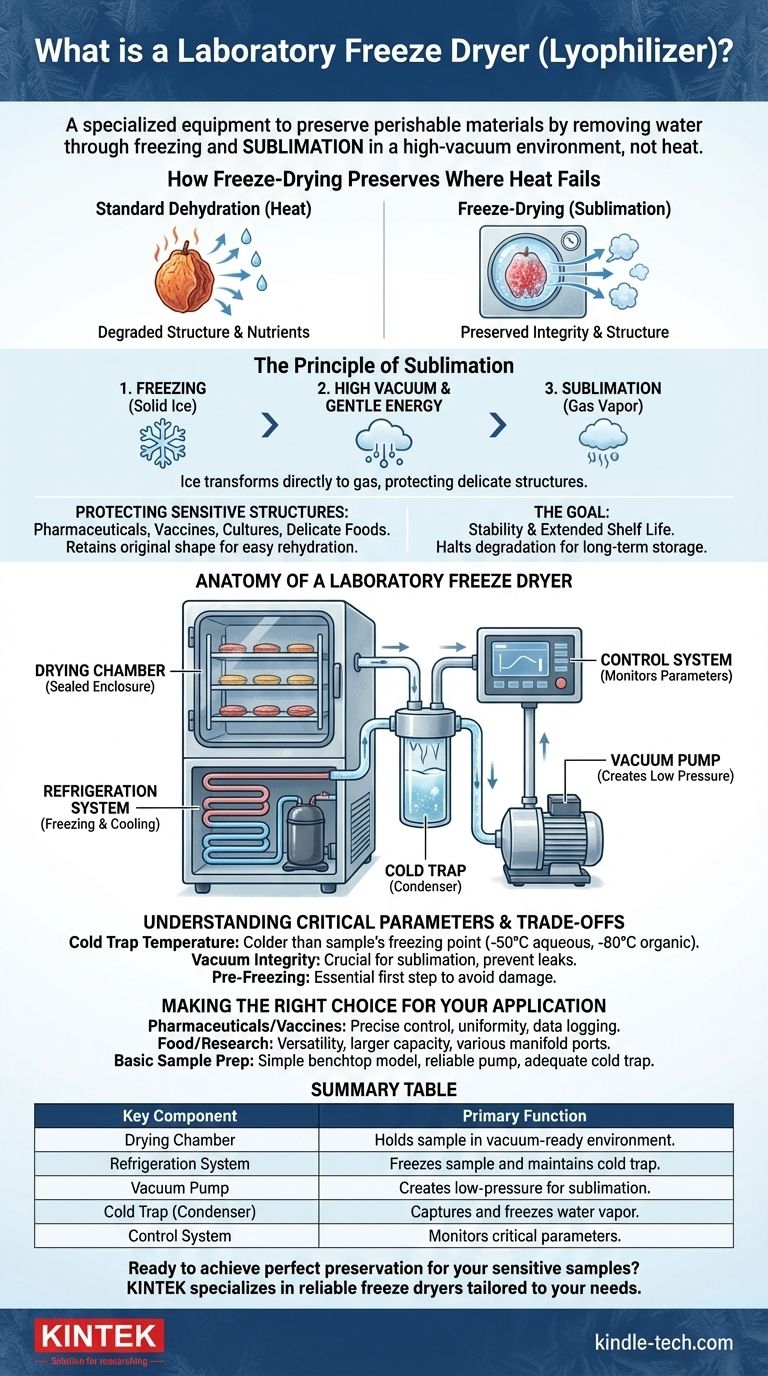
At its core, a laboratory freeze dryer, also known as a lyophilizer, is a specialized piece of equipment designed to preserve perishable materials by removing water. It accomplishes this not through heat, but by first freezing the material and then using a high-vacuum environment to cause the frozen water to transform directly from a solid (ice) into a gas (vapor), a process called sublimation.
The fundamental value of a freeze dryer isn't simply removing water; it's preserving the delicate structural and biological integrity of a substance. By bypassing the liquid phase, it protects heat-sensitive materials that would be destroyed by conventional drying methods.

How Freeze-Drying Preserves Where Heat Fails
Standard dehydration uses heat to evaporate water, which can degrade the chemical structure, nutritional value, and biological activity of sensitive samples. Freeze-drying is a far gentler alternative.
The Principle of Sublimation
The entire process hinges on sublimation. Under normal atmospheric pressure, ice melts into water before evaporating.
A freeze dryer creates a deep vacuum, drastically lowering the pressure. In this environment, applying a small amount of energy is enough to make the ice molecules transition directly into a gaseous state, leaving the original material's structure intact.
Protecting Sensitive Structures
This method is critical for preserving materials like pharmaceuticals, vaccines, microbial cultures, and delicate food products.
Because the water is removed as a solid, the original shape and framework of the material are not compromised. This results in a porous, lightweight substance that can be easily rehydrated.
The Goal: Stability and Extended Shelf Life
By removing nearly all water content, freeze-drying effectively halts most biological and chemical reactions that cause degradation.
This makes the material stable for long-term storage at ambient temperatures, significantly extending its shelf life and simplifying transportation.
Anatomy of a Laboratory Freeze Dryer
A freeze dryer is a sophisticated system with several interconnected components working in concert. While designs vary, they all share a core set of parts.
The Drying Chamber
This is the sealed enclosure where the material is placed for processing. It's built to withstand a deep vacuum and varying temperatures.
The Refrigeration System
This powerful system, often involving a compressor and evaporator coils, is responsible for freezing the material before the drying process begins and keeping the cold trap at extremely low temperatures.
The Vacuum Pump
The vacuum pump is the heart of the pressure reduction system. It removes air and other gases from the drying chamber to create the low-pressure environment necessary for sublimation to occur.
The Cold Trap (Condenser)
Positioned between the drying chamber and the vacuum pump, the cold trap is a surface chilled to a very low temperature (e.g., -50°C to -80°C).
Its sole purpose is to attract and capture the water vapor leaving the sample, freezing it back into solid ice. This protects the vacuum pump from moisture, which could damage it.
The Control System
Modern freeze dryers use an electrical control system to manage and monitor the critical parameters of the process, including temperature, pressure (vacuum level), and time.
Understanding the Trade-offs and Critical Parameters
Choosing or operating a freeze dryer effectively requires understanding the key variables that influence its performance. An error in one of these can compromise the entire process.
Cold Trap Temperature is Not One-Size-Fits-All
The temperature of the cold trap must be significantly colder than the freezing point of your sample's solvent. For aqueous solutions, a -50°C trap is often sufficient, but for samples with organic solvents, a -80°C or colder trap may be necessary to capture the vapors effectively.
The Importance of Vacuum Integrity
The entire process depends on achieving and maintaining a deep vacuum. Leaks in seals, hoses, or the chamber itself will prevent sublimation and can ruin the batch. Regular inspection and maintenance are crucial.
Pre-Freezing is a Critical First Step
Properly freezing the material before applying the vacuum is non-negotiable. If the material is not fully frozen, it can melt and boil under vacuum, destroying the sample's structure.
Making the Right Choice for Your Application
The ideal freeze dryer is directly tied to the materials you are working with and your ultimate goal.
- If your primary focus is preserving pharmaceuticals or vaccines: Prioritize models with precise shelf temperature control, excellent temperature uniformity, and robust data logging for process validation.
- If your primary focus is food preservation or diverse research samples: Look for a versatile unit with a larger capacity, multiple manifold ports for flasks, and a sufficiently low cold trap temperature for various solvents.
- If your primary focus is basic sample preparation for analysis: A simpler benchtop model with a reliable vacuum pump and an adequate cold trap temperature will likely meet your needs without unnecessary complexity.
Ultimately, understanding the principles of lyophilization empowers you to select and operate this equipment to achieve perfect preservation.
Summary Table:
| Key Component | Primary Function |
|---|---|
| Drying Chamber | Holds the sample in a sealed, vacuum-ready environment. |
| Refrigeration System | Freezes the sample and maintains the cold trap temperature. |
| Vacuum Pump | Creates the low-pressure environment necessary for sublimation. |
| Cold Trap (Condenser) | Captures and freezes water vapor, protecting the vacuum pump. |
| Control System | Monitors and manages critical parameters like temperature and pressure. |
Ready to achieve perfect preservation for your sensitive samples? The right freeze dryer is critical for success in pharmaceuticals, food science, and research. KINTEK specializes in providing reliable lab equipment, including freeze dryers tailored to your specific application. Our experts can help you select the ideal model to ensure stability, extend shelf life, and protect your valuable materials. Contact our team today to find your perfect laboratory solution!
Visual Guide
Related Products
- High Performance Laboratory Freeze Dryer
- High Performance Laboratory Freeze Dryer for Research and Development
- Benchtop Laboratory Freeze Dryer for Lab Use
- Benchtop Laboratory Vacuum Freeze Dryer
- 808L Precision Laboratory Vertical Ultra Low Temperature Freezer
People Also Ask
- What are the technical advantages of using a laboratory freeze dryer for porous carbon precursors? Preserve 3D Networks
- What are the main components of a laboratory freeze dryer? A Guide to the 5 Essential Systems
- What precautions should be taken when using a laboratory freeze dryer? Essential Steps for Reliable Lyophilization
- What are the steps to use a laboratory freeze dryer? Master Lyophilization for Superior Sample Preservation
- Why is a laboratory freeze dryer used before biomass characterization? Preserve Structural Integrity for Accurate Data



















