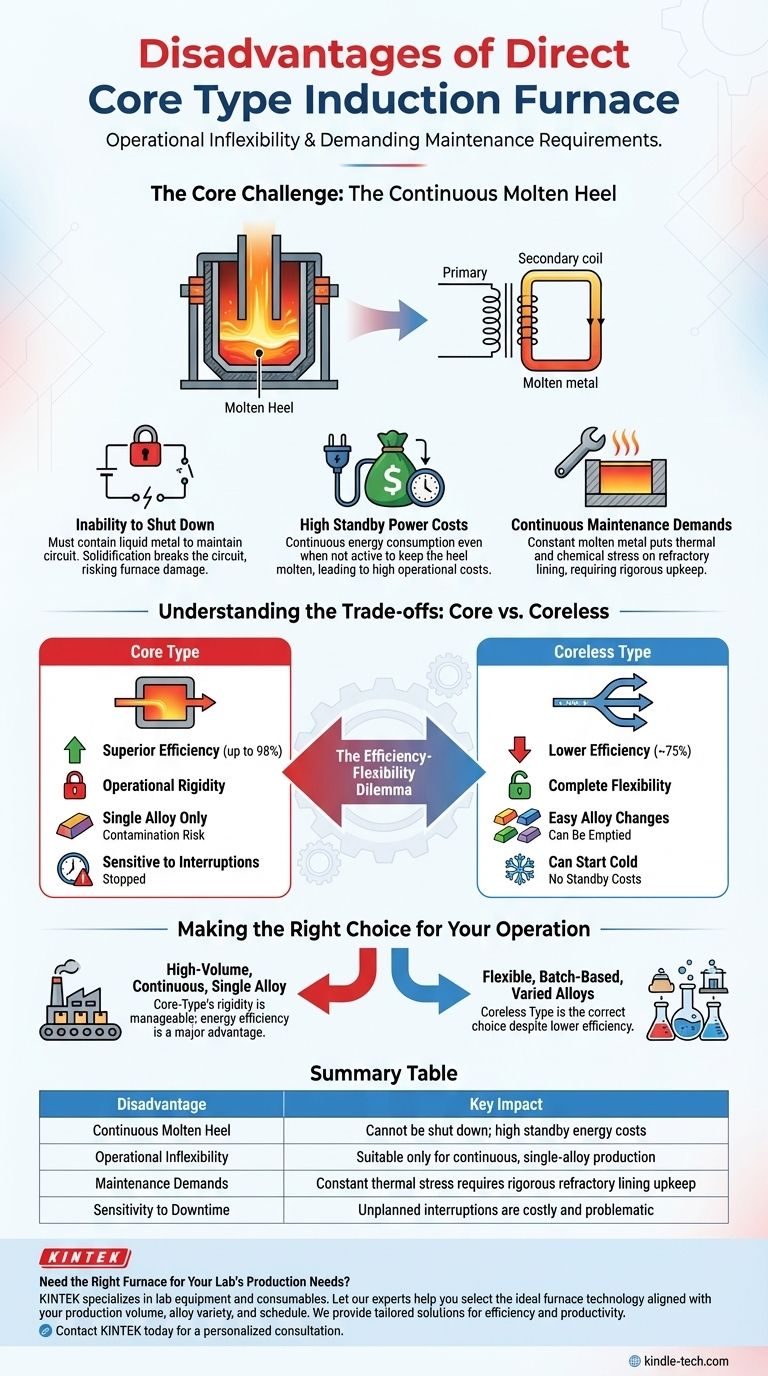
The primary disadvantages of a direct core type induction furnace are its operational inflexibility and demanding maintenance requirements. Because it must maintain a continuous loop of molten metal, it cannot be easily shut down or used for varied alloys, making it unsuitable for anything other than continuous, high-volume production.
The core-type furnace trades operational flexibility for exceptional power efficiency. Its key disadvantages all stem from a single, defining characteristic: the necessity of maintaining a permanent, molten metal "heel," which dictates its use case and creates significant standby costs.

The Core Challenge: The Continuous Molten Heel
The design of a core-type furnace, which functions like a transformer with a molten metal secondary coil, is the source of both its efficiency and its drawbacks. This design requires that a portion of the metal remains molten at all times.
Inability to Shut Down
The furnace channel must always contain liquid metal to maintain a complete electrical circuit. If the furnace is allowed to cool and this "heel" solidifies, the circuit is broken, and restarting becomes extremely difficult and can potentially damage the furnace lining.
High Standby Power Costs
This inability to shut down means the furnace consumes significant energy even when it is not actively melting new material. Power must be continuously supplied to keep the molten heel at temperature during nights, weekends, or production lulls, leading to high operational costs.
Continuous Maintenance Demands
The constant presence of molten metal puts continuous thermal and chemical stress on the furnace's refractory lining. This necessitates ongoing monitoring and a rigorous maintenance schedule to prevent failures in the metal loop.
Understanding the Trade-offs: Core vs. Coreless
The disadvantages of the core-type furnace are best understood when compared to its alternative, the coreless induction furnace. The choice between them is a fundamental decision based on production philosophy.
The Efficiency-Flexibility Dilemma
The core-type furnace boasts superior power efficiency, often reaching up to 98%. However, this comes at the cost of rigidity. In contrast, a coreless furnace has lower efficiency (around 75%) but offers complete flexibility—it can be started cold, shut down completely, and emptied between uses.
Unsuitability for Alloy Changes
The permanent molten heel makes changing alloys impractical. Any new metal added will be contaminated by the existing heel. This locks the furnace into producing a single alloy for long campaigns, whereas a coreless furnace can be emptied completely, allowing for simple and frequent alloy changes.
Sensitivity to Production Interruptions
The core-type furnace is designed for high-throughput, 24/7 operations. Unplanned downtime or interruptions in the production schedule are particularly costly and problematic due to the need to keep the furnace hot regardless of output.
Making the Right Choice for Your Operation
Understanding these disadvantages is critical to aligning the technology with your specific operational needs.
- If your primary focus is high-volume, continuous production of a single alloy: The operational rigidity of a core-type furnace is a manageable constraint, and its exceptional energy efficiency presents a major competitive advantage.
- If your primary focus is flexible, batch-based production with varied alloys: The disadvantages of a core-type furnace make it entirely unsuitable; a coreless furnace is the correct choice despite its lower power efficiency.
Ultimately, selecting the right furnace is about matching the tool's inherent characteristics to the financial and operational realities of your production environment.
Summary Table:
| Disadvantage | Key Impact |
|---|---|
| Continuous Molten Heel | Cannot be shut down; high standby energy costs |
| Operational Inflexibility | Suitable only for continuous, single-alloy production |
| Maintenance Demands | Constant thermal stress requires rigorous refractory lining upkeep |
| Sensitivity to Downtime | Unplanned interruptions are costly and problematic |
Need the Right Furnace for Your Lab's Production Needs?
Choosing between a core-type and a coreless induction furnace is a critical decision that impacts your operational flexibility and energy costs. KINTEK specializes in lab equipment and consumables, serving laboratory needs with precision and expertise.
Let our experts help you select the ideal furnace technology that aligns with your production volume, alloy variety, and operational schedule. We provide tailored solutions to enhance your lab's efficiency and productivity.
Contact KINTEK today for a personalized consultation and discover how our equipment can power your success.
Visual Guide
Related Products
- Lab-Scale Vacuum Induction Melting Furnace
- Vacuum Heat Treat Furnace and Levitation Induction Melting Furnace
- Vacuum Induction Melting Spinning System Arc Melting Furnace
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- 1400℃ Laboratory High Temperature Tube Furnace with Alumina Tube
People Also Ask
- What is VIM in metallurgy? A Guide to Vacuum Induction Melting for High-Performance Alloys
- What principle is used to generate heat in a vacuum induction melting furnace? Achieve Clean, Efficient Metal Melting
- How does induction work in a vacuum? Achieve Ultra-Pure Metal Melting with VIM
- What is the primary function of a vacuum induction melting furnace? Melt High-Purity Metals with Precision
- What is the difference between induction melting and vacuum induction melting? Choosing the Right Process for Purity



















