There is no single optimal frequency for induction heating. Instead, the ideal frequency is entirely determined by the material, the size of the part, and most importantly, the desired heating depth. Generally, high-frequency systems operate between 50 kHz and 500 kHz, but the correct choice is a careful balance of physics and process requirements.
The core principle to understand is this: Higher frequencies heat a shallower layer on the surface of a part, while lower frequencies penetrate more deeply. The "optimal" frequency is the one that concentrates the heat energy precisely where you need it for your specific application.
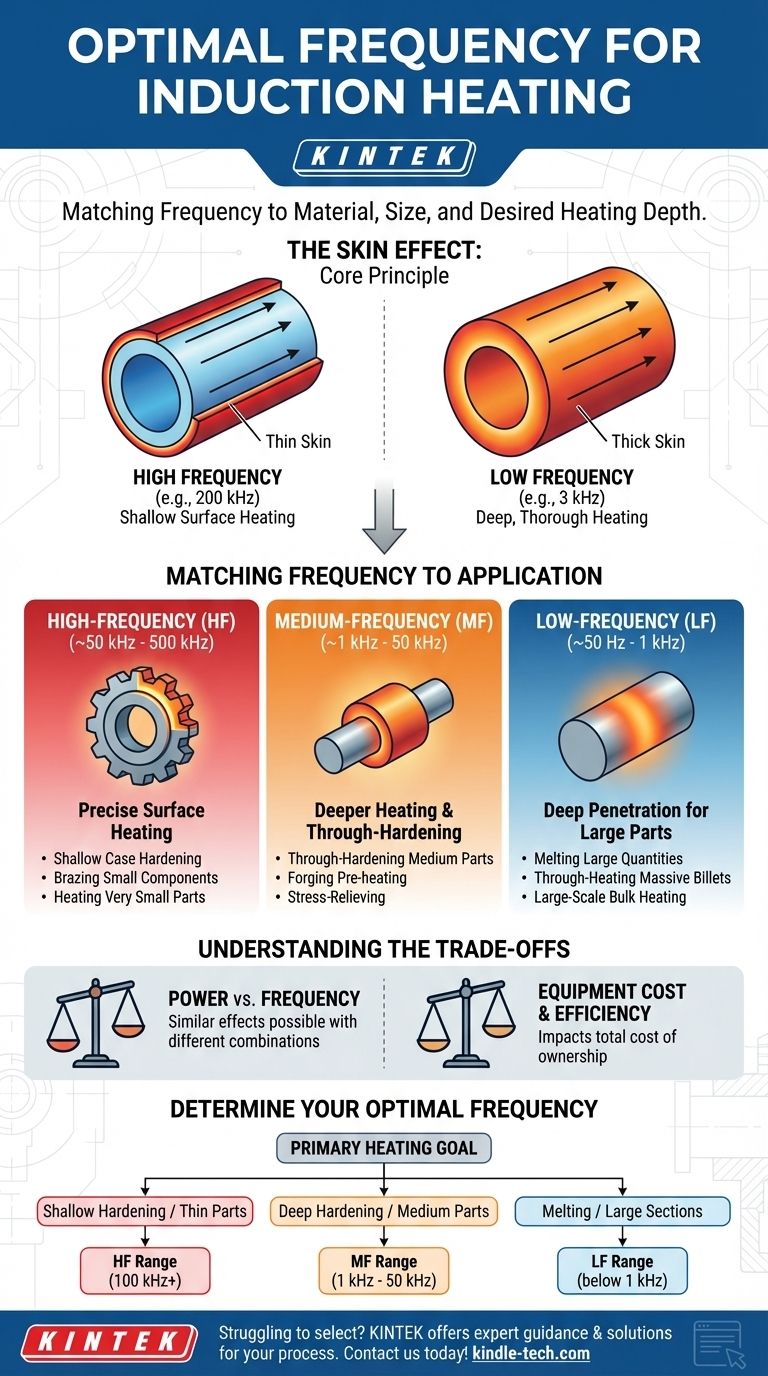
The Core Principle: The Skin Effect
The entire science of selecting an induction heating frequency revolves around a phenomenon known as the skin effect. Understanding this is critical to making an informed decision.
What is the Skin Effect?
When alternating current (AC) flows through a conductor, it doesn't use the entire cross-section uniformly. The current density is highest at the surface and decreases exponentially toward the center.
This means the heat generated by the current is also concentrated in this outer "skin."
How Frequency Controls Heating Depth
The thickness of this skin is directly controlled by the frequency of the alternating current. The relationship is simple and inverse:
- High Frequency (e.g., 200 kHz): Creates a very thin skin. This results in rapid, concentrated heating on the immediate surface of the part.
- Low Frequency (e.g., 3 kHz): Creates a much thicker skin. This allows heat to be generated deeper within the part, resulting in slower, more thorough heating.
Matching Frequency to Your Application
Different heating processes have fundamentally different requirements for heat placement, making frequency selection the primary variable.
High-Frequency (HF) Applications (~50 kHz - 500 kHz)
This range is ideal for applications requiring precise surface heating. The shallow heating depth is perfect for treating the outer layer of a part without affecting the core's properties.
Common uses include shallow case hardening, brazing small components, and heating very small parts quickly.
Medium-Frequency (MF) Applications (~1 kHz - 50 kHz)
Also known as the super-audio frequency (SAF) range, this is a versatile middle ground. It provides a deeper heating depth suitable for larger parts or applications that require more than just surface treatment.
This range is often used for through-hardening of medium-sized parts, pre-heating for forging, and stress-relieving.
Low-Frequency (LF) Applications (~50 Hz - 1 kHz)
Low frequencies are the solution for heating very large, thick parts where the energy must penetrate deep into the material's core.
The primary applications are melting large quantities of metal, through-heating massive billets for forging, and other large-scale bulk heating tasks.
Understanding the Trade-offs
The technically "perfect" frequency is not always the most practical or economical choice.
Power vs. Frequency
For some applications, a similar heating effect can be achieved with different combinations of power and frequency. For instance, a higher-power system at a medium frequency might achieve a similar result to a lower-power, high-frequency system if the goal is simply to get heat into a part.
Equipment Cost and Efficiency
The choice of frequency directly impacts the cost and complexity of the induction power supply and matching coil. You must consider the total cost of ownership, not just the theoretical optimum. The best frequency for your process may be the one provided by equipment that fits your budget.
How to Determine Your Optimal Frequency
Base your decision on the primary goal of your heating process.
- If your primary focus is shallow case hardening or heating very thin parts: Start your search in the high-frequency (HF) range (100 kHz+).
- If your primary focus is deep-case hardening or through-heating medium-sized parts: A medium-frequency (MF) system is the most likely solution (1 kHz - 50 kHz).
- If your primary focus is melting or heating very large, thick cross-sections: You must operate in the low-frequency (LF) range (below 1 kHz).
Ultimately, selecting the right frequency is about precisely controlling where and how deep you apply the heat.
Summary Table:
| Frequency Range | Heating Depth | Ideal Applications |
|---|---|---|
| High (50-500 kHz) | Shallow (Surface) | Shallow case hardening, brazing small parts |
| Medium (1-50 kHz) | Medium | Through-hardening, forging pre-heat |
| Low (50 Hz-1 kHz) | Deep (Bulk) | Melting, heating large billets |
Struggling to select the right frequency for your induction heating process? KINTEK specializes in laboratory equipment and consumables, offering expert guidance and tailored solutions for your specific material and application needs. Whether you're working with small components or large-scale projects, our team can help you optimize your heating process for maximum efficiency and performance. Contact us today to discuss your requirements and discover how KINTEK can enhance your lab's capabilities!
Visual Guide
Related Products
People Also Ask
- What is the application value of a vacuum hot press furnace? Unlock High-Density Complex Carbide Ceramics
- What are the advantages of a vacuum hot press furnace for W-50%Cu? Achieve 99.6% Density at Lower Temperatures
- What role does mechanical pressure play during the vacuum diffusion bonding of tungsten and copper? Keys to Solid Bonding
- What are the advantages of using a vacuum hot press furnace for sintering CNT/Cu composites? Superior Density & Bonding
- What role does an induction vacuum hot pressing furnace play in sintering? Achieve 98% Density in Carbide Blocks
