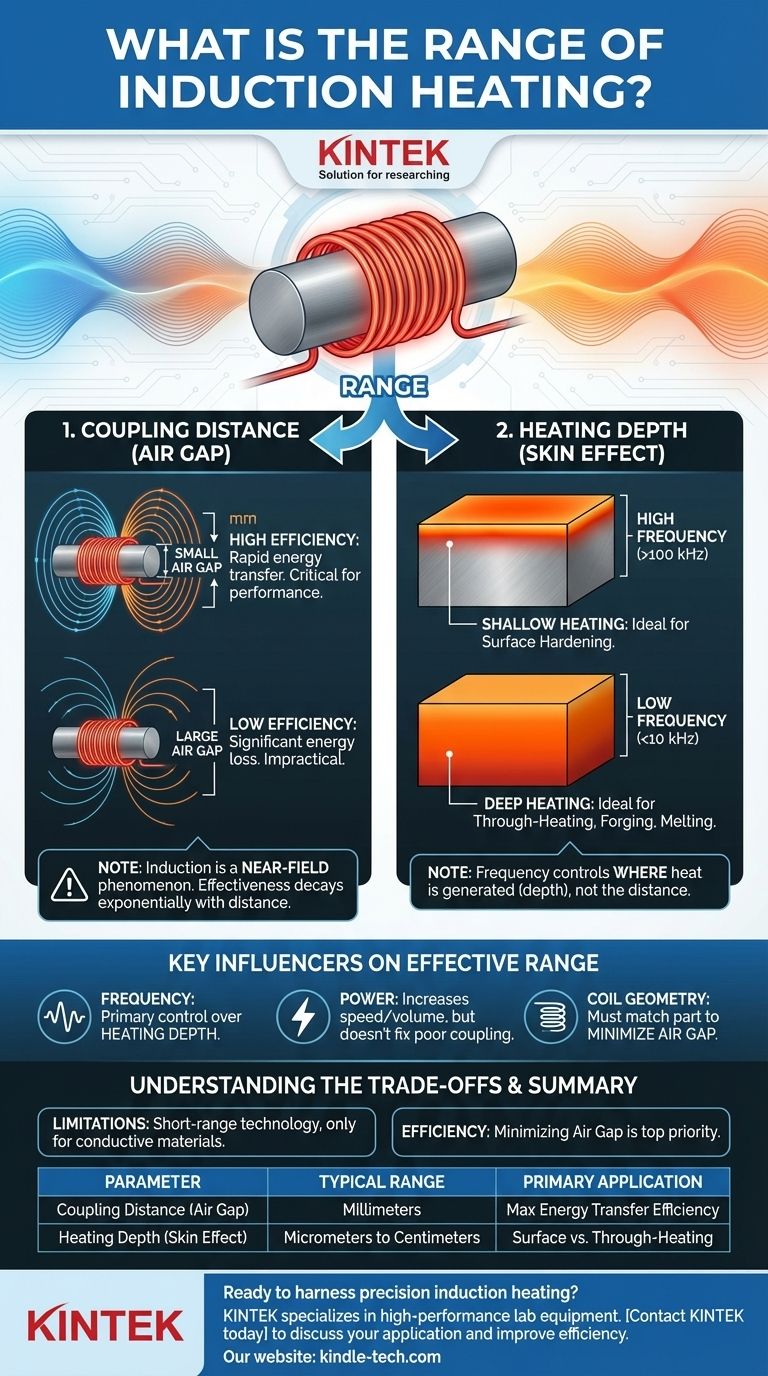
In induction heating, "range" has two distinct meanings. It is not a measure of long-distance energy transmission, but rather refers to the physical proximity between the coil and the workpiece, known as the coupling distance, and the depth the heat penetrates into the material, known as the skin effect. The coupling distance is extremely short—typically millimeters—while the heating depth is controlled by the system's frequency.
The central principle to understand is that induction heating is a near-field phenomenon. Its effectiveness decays dramatically with distance, making close proximity between the coil and the part a fundamental requirement for efficient operation.

The Two Meanings of "Range" in Induction Heating
To correctly apply induction heating, you must understand that "range" refers to two separate physical parameters: the external distance from the coil and the internal depth of heating.
Coupling Distance: The Air Gap
The strength of the magnetic field generated by the induction coil decreases exponentially with distance. For heat to be generated efficiently within the workpiece, the part must be placed very close to the coil.
This distance, often called the air gap, is critical. A small air gap ensures a strong magnetic coupling, allowing for rapid and efficient energy transfer. A large air gap results in a weak coupling, requiring significantly more power and wasting energy.
In most industrial applications, the ideal air gap is measured in millimeters. Attempting to heat an object from several centimeters or inches away is highly inefficient and often impractical.
Heating Depth: The Skin Effect
The second concept of "range" is the depth of heat penetration into the material itself. The alternating current induced in the workpiece, known as an eddy current, tends to flow near the surface. This phenomenon is called the skin effect.
The depth of this current flow—and therefore the heating zone—is determined by the frequency of the alternating current in the coil.
- High Frequency (e.g., >100 kHz) creates a shallow heating depth. The currents stay very close to the surface, making it ideal for applications like surface hardening, where you need a hard exterior without affecting the core properties of the metal.
- Low Frequency (e.g., <10 kHz) results in a deeper heating depth. This allows the heat to penetrate further into the part, which is necessary for processes like through-heating for forging or melting a large volume of metal.
How Key Factors Influence Effective Range
The effectiveness of induction heating is not a single number but a function of the interplay between frequency, power, and the physical setup.
The Role of Frequency
Frequency is your primary control over the heating depth. You do not choose a frequency to increase the distance between the coil and the part; you choose it to define where in the part the heat is generated.
The Role of Power
Increasing the power of the induction system allows you to heat a part faster or to heat a larger part. While higher power can help compensate for a slightly larger air gap, it cannot change the fundamental physics. The efficiency loss from a poor coupling distance remains dramatic.
The Role of Coil Geometry
The induction coil must be designed to match the geometry of the part being heated. The goal is to maintain a small, consistent air gap around the entire heating zone. This is why coils are custom-shaped for specific applications, from cylindrical coils for shafts to "pancake" coils for flat surfaces.
Understanding the Trade-offs
Induction heating is a powerful tool, but its effectiveness is governed by clear physical limitations.
The Proximity Limitation
Induction heating is fundamentally a short-range technology. It cannot be used to broadcast heat over a distance. The part must be brought to the coil, making it unsuitable for applications requiring remote heating.
Efficiency vs. Air Gap
The single greatest factor in process efficiency is the air gap. Doubling the air gap can reduce energy transfer efficiency by a factor of four or more. Minimizing this distance is the top priority for designing an efficient and cost-effective induction process.
Material Constraints
As the process relies on inducing electrical currents, it is only effective on electrically conductive materials, primarily metals. It is not used for heating materials like plastics, glass, or ceramics directly, though it can be used to heat a conductive susceptor that then heats the non-conductive material via conduction or radiation.
Making the Right Choice for Your Goal
Your application's goal dictates your approach to frequency and coil design.
- If your primary focus is surface hardening or shallow heating: Use a high-frequency system and design a coil that conforms as closely as possible to the part's surface to ensure a minimal, uniform air gap.
- If your primary focus is melting or heating the entire volume of a part: Use a lower-frequency system to achieve deep heat penetration, while still designing the coil to be as close to the workpiece as possible.
- If your primary focus is process efficiency and speed: Prioritize minimizing the air gap above all else. This will ensure the maximum amount of energy is transferred directly into the part, enabling rapid heating with minimal waste.
Mastering induction heating is not about achieving distance, but about precisely controlling proximity and frequency to deliver heat exactly where it is needed.
Summary Table:
| Parameter | Typical Range | Key Influencing Factor | Primary Application |
|---|---|---|---|
| Coupling Distance (Air Gap) | Millimeters | Coil Geometry & Part Placement | Maximizing energy transfer efficiency |
| Heating Depth (Skin Effect) | Micrometers to Centimeters | Frequency (Hz/kHz/MHz) | Surface hardening vs. through-heating |
Ready to harness the precision of induction heating in your lab or production line?
KINTEK specializes in high-performance lab equipment, including induction heating systems tailored for research, material testing, and process development. Whether you need precise surface hardening or deep, uniform through-heating, our experts can help you select the right frequency, power, and coil design for your specific metal or conductive material.
Contact KINTEK today to discuss your application and discover how our reliable induction heating solutions can improve your efficiency, consistency, and results.
Visual Guide
Related Products
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
- Lab-Scale Vacuum Induction Melting Furnace
- Infrared Heating Quantitative Flat Plate Press Mold
- Controlled Nitrogen Inert Hydrogen Atmosphere Furnace
- 24T 30T 60T Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press
People Also Ask
- What are the advantages of using a vacuum hot press furnace for sintering CNT/Cu composites? Superior Density & Bonding
- What role does a Vacuum Hot Press (VHP) furnace play in the densification of austenitic stainless steel 316 composites?
- What advantages does a vacuum hot press furnace provide for LSLBO ceramic electrolytes? Achieve 94% Relative Density
- What role does mechanical pressure play during the vacuum diffusion bonding of tungsten and copper? Keys to Solid Bonding
- What are the advantages of a vacuum hot press furnace for W-50%Cu? Achieve 99.6% Density at Lower Temperatures



















