
The Two Souls of a Furnace
Every vacuum furnace lives a double life.
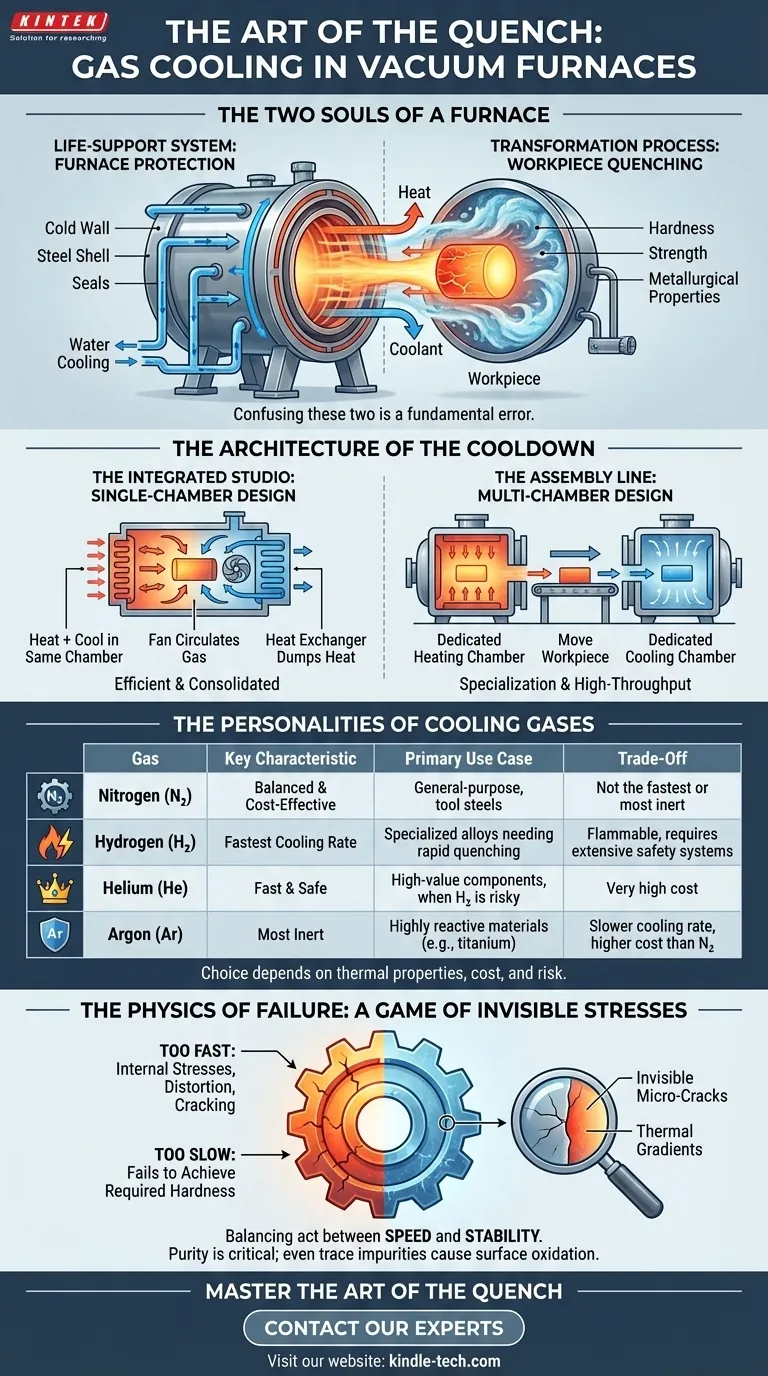
One life is about self-preservation. A continuous flow of water through its double-skinned "cold wall" acts as a life-support system. Its sole purpose is to protect the furnace's structure from the intense heat within, keeping the steel shell cool, the seals intact, and the entire apparatus from deforming. This system is the silent guardian, always on.
The other life is about transformation. This is the active, violent, and exquisitely controlled process of gas quenching. After a workpiece is heated to a precise temperature in a near-perfect vacuum, the process isn't over. In many ways, it has just begun. The cooling phase is what locks in the desired metallurgical properties—the hardness, the strength, the very character of the metal.
Confusing these two systems is a fundamental error. One protects the furnace; the other forges the part.
The Architecture of the Cooldown
How you introduce the chaos of a gas quench is a primary design choice, boiling down to two distinct philosophies.
The Integrated Studio: Single-Chamber Design
The most common approach is to heat and cool in the same chamber. Once the heating cycle completes, the heating elements switch off. A powerful fan roars to life, circulating a high-purity gas at high pressure. This gas blasts through the hot workload, absorbing its thermal energy, and then passes over an internal heat exchanger, which dumps the heat into the furnace's water-cooling system.
It's efficient, consolidated, and perfect for a wide range of applications.
The Assembly Line: Multi-Chamber Design
For high-throughput industrial operations, a different logic applies. The workpiece is physically moved from a dedicated heating chamber to a separate, dedicated cooling chamber.
This design is about specialization and efficiency. It protects delicate heating elements from the turbulence of the quench gas. More importantly, it allows a new batch to begin heating while the previous one is cooling. It separates the stages, just like an assembly line, to maximize output.
The Personalities of Cooling Gases
The choice of gas is not arbitrary. Each gas has a distinct "personality"—a unique combination of thermal properties, cost, and risk that makes it suited for specific missions.
Nitrogen (N₂): The Reliable Workhorse
High-purity (99.999%+) nitrogen is the industry standard for a reason. It offers a great balance of heat transfer capability, cost-effectiveness, and safety. It's inert enough for most materials and provides a predictable, controllable quench.
Hydrogen (H₂): The High-Stakes Performer
When speed is everything, hydrogen is the undisputed champion. Its thermal conductivity is unmatched, enabling the fastest possible cooling rates required for certain high-strength alloys. This performance, however, comes with the significant risk of flammability, demanding specialized furnace construction and rigorous safety protocols.
Helium (He): The Noble Specialist
Helium offers cooling performance second only to hydrogen but without the explosive risk. It's a high-performance, safe alternative. Its drawback is simple: cost. Its rarity and expense reserve it for critical applications where performance cannot be compromised and hydrogen is not an option.
Argon (Ar): The Ultimate Purist
Argon is heavier and less thermally conductive than nitrogen, resulting in a slower quench. So why use it? Ultimate inertness. For highly reactive materials like titanium or certain superalloys, even the minuscule reactivity of nitrogen is too much. Argon provides the purest, most non-reactive environment possible.
| Gas | Key Characteristic | Primary Use Case | Trade-Off |
|---|---|---|---|
| Nitrogen (N₂) | Balanced & Cost-Effective | General-purpose, tool steels | Not the fastest or most inert |
| Hydrogen (H₂) | Fastest Cooling Rate | Specialized alloys needing rapid quenching | Flammable, requires extensive safety systems |
| Helium (He) | Fast & Safe | High-value components, when hydrogen is too risky | Very high cost |
| Argon (Ar) | Most Inert | Highly reactive materials (e.g., titanium) | Slower cooling rate, higher cost than N₂ |
The Physics of Failure: A Game of Invisible Stresses
Success in heat treatment is measured in microns and molecules. The most dangerous failures are not the obvious ones.
Consider an intricate aerospace gear. A rapid hydrogen quench gives it a perfect, file-hard surface. It passes every quality check. But the extreme speed of the quench created immense thermal gradients between the thick gear body and the thin teeth. Invisible micro-cracks formed deep within the steel. The part is a ticking time bomb, destined for catastrophic failure under operational stress.
This is the central tension of gas quenching: the battle between speed and stability. Cooling too slowly fails to achieve the required hardness. Cooling too quickly introduces internal stresses that lead to distortion or cracking.
This balancing act is further complicated by purity. The bright, clean surface expected from a vacuum furnace is only possible if the quench gas is exceptionally pure. A few parts-per-million of oxygen or water vapor in the gas can cause surface oxidation during the cool-down, tarnishing the part and compromising its surface integrity.
Navigating these trade-offs is where expertise becomes critical. The right equipment and consumables, from the furnace itself to the purity of the gas, are your control system in this process. If you're ready to master the art of the quench for your specific application, Contact Our Experts.
Visual Guide
Related Products
- Lab-Scale Vacuum Induction Melting Furnace
- Vacuum Arc Induction Melting Furnace
- Vacuum Heat Treat Sintering Brazing Furnace
- Vacuum Heat Treat Furnace and Levitation Induction Melting Furnace
- 600T Vacuum Induction Hot Press Furnace for Heat Treat and Sintering
Related Articles
- How Vacuum Induction Melting Outperforms Traditional Methods in Advanced Alloy Production
- Introduction to Vacuum Induction Melting: Principles, Processes, and Applications
- How Vacuum Induction Melting (VIM) Transforms High-Performance Alloy Production
- How Vacuum Induction Melting Powers Superior Material Performance in Critical Industries
- Vacuum Induction Melting: Principles, Processes, and Applications



















