
The Search for a Magic Number
An engineer examines a delaminated component. The bond failed. Again.
The first question is always the same: "What were the settings?" The pressure, the temperature, the time.
This question reveals a deep-seated human bias. We want a simple, universal answer. A magic number that guarantees success. In manufacturing, as in life, such numbers rarely exist.
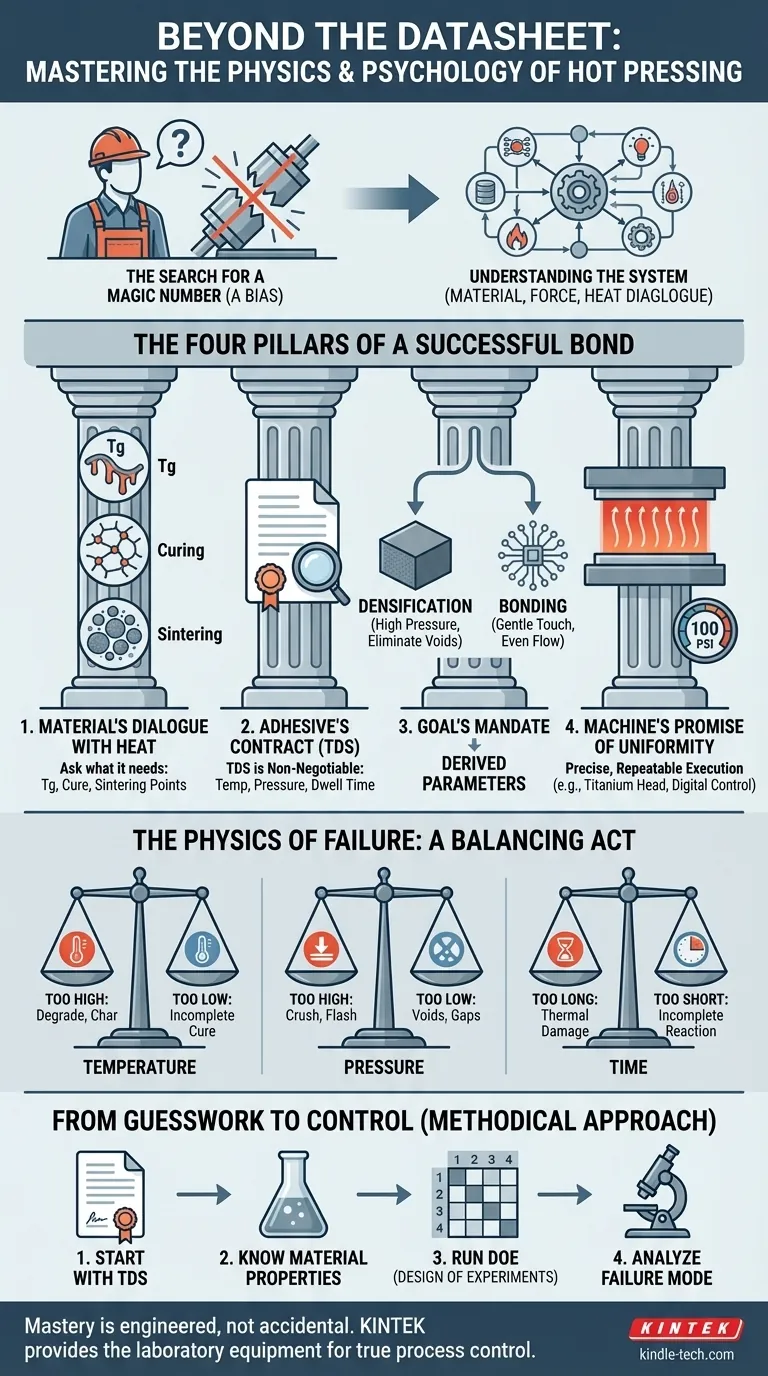
Successful hot pressing is not achieved by finding a secret set of parameters. It is achieved by understanding the system—the dialogue between material, force, and heat.
The Four Pillars of a Successful Bond
The right parameters are not discovered; they are derived. They are a direct function of four interconnected factors.
1. The Material's Dialogue with Heat
The material itself dictates the terms of the conversation. You don't tell it what to do; you ask it what it needs.
- Thermoplastics must be heated above their glass transition temperature (Tg), the point where they transform from a rigid solid into a soft, pliable state.
- Thermosets and adhesives require a specific temperature to trigger a chemical reaction—curing—that forms a permanent, cross-linked bond.
- Powdered metals or ceramics need immense heat and pressure to force particles together, reducing voids and achieving densification in a process called sintering.
Each material has a non-negotiable thermal window. Operating outside it is a recipe for failure.
2. The Adhesive's Contract
When an adhesive is involved, its Technical Data Sheet (TDS) is not a suggestion. It is a contract.
The TDS specifies the required curing temperature, the necessary pressure to ensure complete surface wetting, and the dwell time needed for the chemical reaction to complete. Ignoring this document is like trying to build an engine without a blueprint.
3. The Goal's Mandate
Why you are hot pressing is just as important as what you are pressing. The intent defines the technique.
Consolidating composite layers to form a solid panel requires high pressure to eliminate every last void. The goal is brute-force densification.
Bonding a delicate flexible circuit to a display, however, requires a gentler touch. The pressure only needs to be sufficient for the adhesive to flow evenly. Too much force will crush the microscopic traces, destroying the component.
4. The Machine's Promise of Uniformity
The final pillar is the equipment itself. A process specification is useless if the machine cannot execute it precisely and repeatably.
This is where engineering becomes art. A hot press head machined from titanium alloy isn't just a block of metal; it's a guarantee of rapid, uniform heating across the entire surface. A digital pressure gauge isn't a feature; it's your only way of knowing that 100 psi is actually 100 psi, every single time.
The machine’s role is to remove variability, ensuring the only variables are the ones you intentionally set.
The Physics of Failure: A Balancing Act
Deviating from the optimal process window introduces predictable, and often catastrophic, risks.
-
Temperature: Too high, and materials degrade, char, or delaminate. Too low, and adhesives never fully cure, leaving the ghost of a bond with no real strength.
-
Pressure: Too high, and delicate components are crushed or adhesive "flashes" out from the joint, starving it. Too low, and you create voids—microscopic gaps that prevent intimate contact and become future failure points.
-
Time: This is the silent partner. Dwell time must be long enough for heat to penetrate the material and for chemical reactions to complete, but not so long that it causes thermal damage or kills throughput.
| Key Factor | Why It Matters | How It Dictates Parameters |
|---|---|---|
| Material Type | Each material has unique thermal properties. | Sets the required temperature range (e.g., above Tg for plastics). |
| Adhesive | Adhesives have specific, non-negotiable cure needs. | TDS defines the precise temperature, pressure, and time. |
| Process Goal | The intent (bonding vs. densification) varies. | Influences pressure levels (high for densification, low for bonding). |
| Incorrect Setting | Can cause irreversible damage or weak bonds. | High: Degradation, damage. Low: Weak bond, incomplete cure. |
From Guesswork to Control
There is no substitute for a methodical approach.
- For adhesive bonding: Start with the TDS. It is your ground truth.
- For material consolidation: Begin with the material's documented thermal properties (Tg, sintering point).
- For new processes: Run a Design of Experiments (DOE). Create a matrix of small variations in temperature, pressure, and time to empirically find the optimal window for your specific application.
- For troubleshooting: Analyze the failure mode. Delamination points to a temperature or surface prep issue. Crushed parts point to excessive pressure.
Mastery is not about knowing the numbers. It is about building a system that allows you to control the variables that produce them.
This level of process control isn't accidental; it's engineered. At KINTEK, we provide the laboratory equipment designed for exactly this purpose. Our advanced hot presses deliver the uniform heating and precise, repeatable pressure control required to move from theory to high-yield production. True process mastery begins when your equipment can execute your intent with flawless repetition. If you are ready to dial in your process for maximum strength and consistency, Contact Our Experts.
Visual Guide
Related Products
- Automatic Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press 25T 30T 50T
- Manual High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Touchscreen Automatic Vacuum Heat Press
- 30T 40T Split Automatic Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
Related Articles
- Hydraulic Hot Press: Principles, Components, Features, Advantages, and Applications
- Choosing the Right Press for Your Laboratory Needs
- Why Your Composite and Polymer Parts Keep Failing: The Secret Is Simultaneous Heat and Pressure
- Comprehensive Guide to Heat Press Machine and Essential Supplies
- Comprehensive Guide to Heat Press Machines


















