
The Engineer's Paradox
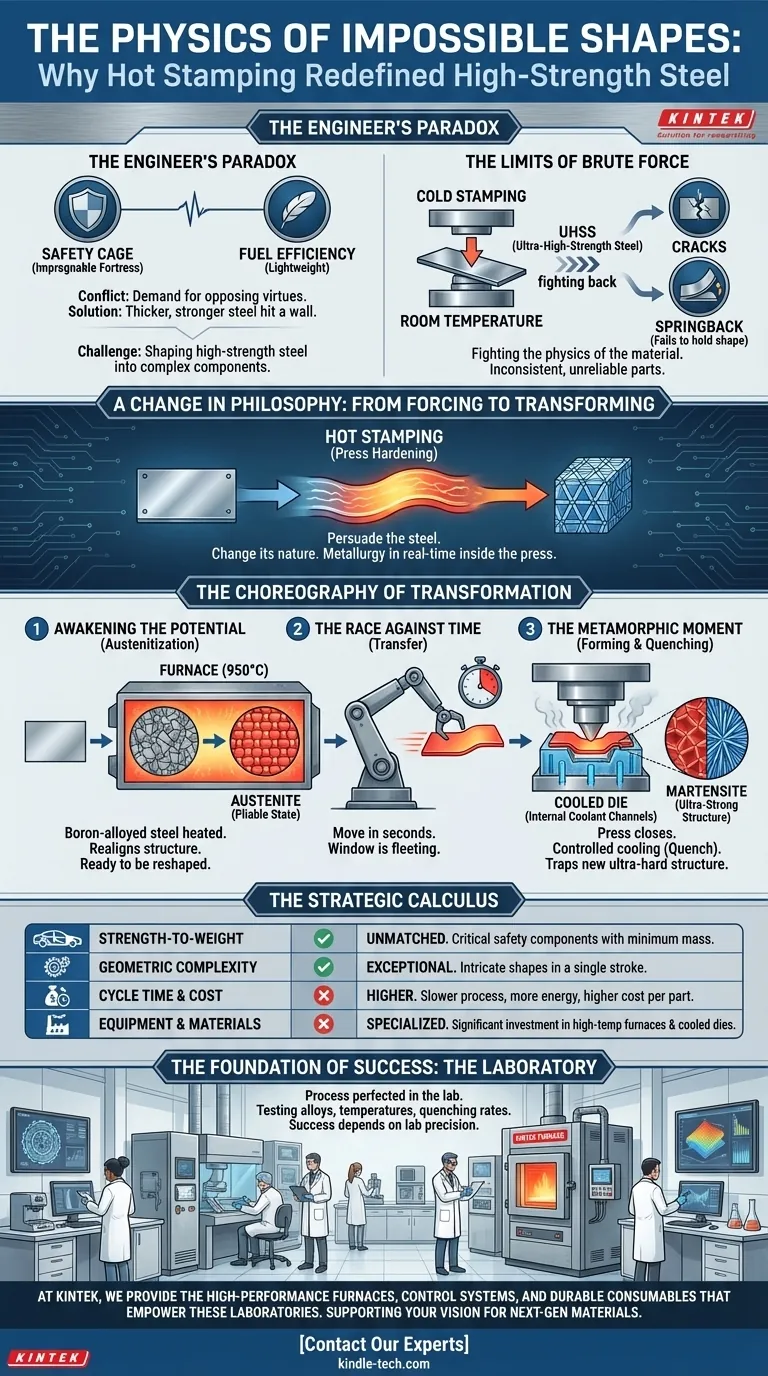
Every engineer grapples with a fundamental conflict: the demand for opposing virtues in a single object. In automotive design, this paradox is relentless. A car's safety cage must be an impregnable fortress to protect its occupants, yet the car itself must be as light as possible to achieve fuel efficiency.
For decades, the solution was simply to use thicker, stronger steel. But that approach hit a wall. You can't just keep adding weight. The real challenge wasn't just making stronger steel, but shaping that incredibly strong steel into the complex, precise components a modern vehicle requires.
The Limits of Brute Force
Traditional manufacturing relies on cold stamping. You take a sheet of steel at room temperature and use immense force to press it into a shape. It's fast, efficient, and works beautifully for standard parts.
But when you try this with Ultra-High-Strength Steel (UHSS), the material fights back. The steel is so resistant to being deformed that it either cracks under the strain or, more subtly, it "springs back"—partially returning to its original flat shape after the press releases.
This isn't just a minor inconvenience; it's a fundamental failure of the process. The parts are inconsistent, unreliable, and the design you perfected in software becomes a physical impossibility on the factory floor. You are fighting the physics of the material.
A Change in Philosophy: From Forcing to Transforming
Hot stamping, or press hardening, is born from a different philosophy. Instead of fighting the steel, you persuade it. You change its nature entirely to achieve your goal.
The core idea is simple but profound: heat the steel until it becomes soft and malleable, shape it with ease, and then lock in a new, far stronger internal structure during the cooling process. It’s not just forming metal; it’s performing metallurgy in real-time, inside the press itself.
The Choreography of Transformation
The process is a precise, high-stakes ballet of heat, time, and pressure. Each step is critical to the final outcome.
Step 1: Awakening the Potential (Austenitization)
It begins with a blank sheet of specialized, boron-alloyed steel. This isn't ordinary steel; it's engineered to respond to this exact treatment. The blank is moved into a furnace and heated to around 950°C. At this temperature, its internal crystal structure realigns into a uniform, pliable state called austenite. The steel is now glowing red-hot, strong-willed identity erased, ready to be reshaped.
Step 2: The Race Against Time (Transfer)
Once fully austenitized, the blank must be moved from the furnace to the stamping press in seconds. This is often a robotic arm's frantic, precise task. Too slow, and the blank cools, its pliability lost. The window of opportunity is fleeting.
Step 3: The Metamorphic Moment (Forming & Quenching)
This is where the magic happens. The press closes, shaping the soft blank. But the die it's pressed into is not passive; it's threaded with internal channels circulating coolant. As the part is formed, the die simultaneously and rapidly extracts heat.
This violent, controlled cooling—the quench—is what transforms the steel. The austenite structure doesn't have time to revert to its previous state. Instead, it is trapped, reforming into an incredibly hard, needle-like crystal structure called martensite.
The part emerges from the press not just shaped, but fundamentally changed. It is now ultra-strong, having undergone a complete metamorphosis.
The Strategic Calculus: A Sober Assessment
This elegant process is not a universal solution. It's a specialized tool for a specific, demanding job. The decision to use it is a strategic one, balancing its powerful advantages against its inherent costs.
| Aspect | Analysis |
|---|---|
| Strength-to-Weight | Unmatched. Creates parts for critical safety components (A/B pillars, roof rails) that provide maximum protection with minimum mass. |
| Geometric Complexity | Exceptional. Allows designers to create intricate shapes in a single stroke, consolidating multiple simpler parts into one. |
| Cycle Time & Cost | Higher. The heating stage makes the process slower and more energy-intensive than cold stamping, increasing the cost per part. |
| Equipment & Materials | Specialized. Requires significant capital investment in high-temperature furnaces and complex, internally cooled press dies. |
The Foundation of Success: The Laboratory
Before a single part is stamped on a multi-million dollar production line, the entire process is born, tested, and perfected in the materials science laboratory. This is where the real work happens.
Engineers in the lab meticulously test new boron steel alloys, determining the exact temperature and time required to achieve full austenitization. They run simulations and small-scale tests to perfect quenching rates, knowing that cooling too fast can cause brittleness, while cooling too slow won't achieve the target strength.
This is where a high-temperature furnace is not just a heater, but an instrument of discovery. Where temperature control systems aren't just for regulation, but for ensuring the absolute repeatability that industrial-scale production demands. The success of the factory floor is a direct reflection of the precision and reliability of the lab equipment that developed the process.
At KINTEK, we provide the high-performance furnaces, control systems, and durable consumables that empower these laboratories to push the boundaries of materials science. Perfecting a process as demanding as hot stamping requires equipment you can trust implicitly.
If you are developing the next generation of high-strength materials and manufacturing processes, we have the tools to support your vision. Contact Our Experts
Visual Guide
Related Products
- Automatic Laboratory Heat Press Machine
- Automatic Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press
- Heated Hydraulic Press Machine with Heated Plates Split Manual Laboratory Hot Press
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Manual Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press


















