
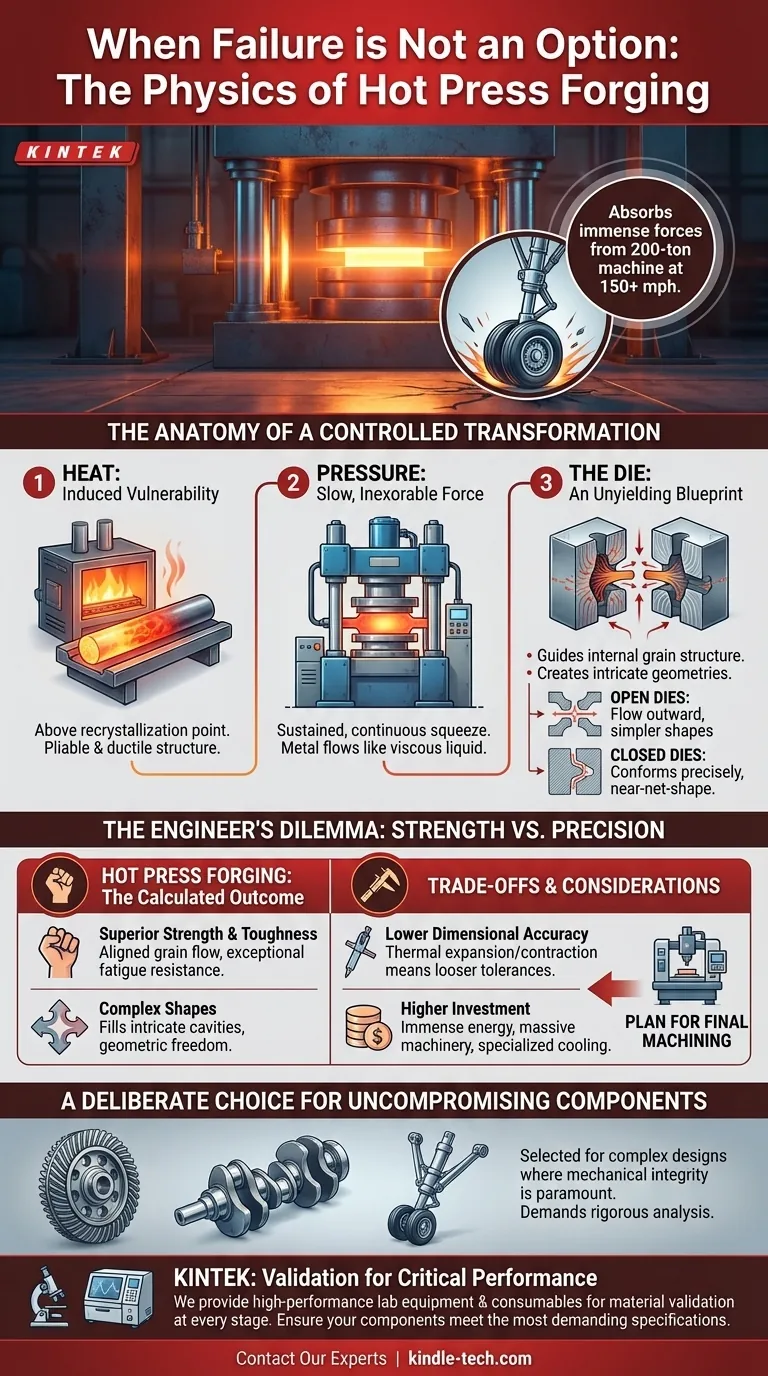
An aircraft landing gear strut doesn't just hold the weight of a plane. It absorbs the kinetic energy of a 200-ton machine hitting the ground at over 150 miles per hour. The forces are immense, the margin for error is zero.
The metal in that strut cannot be ordinary. It cannot be simply cast or welded. It must be formed through a process that instills an almost supernatural integrity into its very molecular structure. This is the domain of hot press forging, a method chosen when the cost of failure is unthinkable.
It’s a process built on a fundamental psychological trade-off for engineers: sacrificing perfect dimensional accuracy to gain absolute material certainty.
The Anatomy of a Controlled Transformation
Hot press forging is less about brute force and more about metallurgical persuasion. It coaxes a metal workpiece into a new form by fundamentally altering its willingness to change. The process can be broken down into a series of deliberate, calculated steps.
Heat: The Art of Induced Vulnerability
The process begins by heating a metal billet—typically a steel, titanium, or aluminum alloy—to a temperature above its recrystallization point. This isn't just about making it glow red; it's a precise thermal conditioning.
At this temperature, the metal's crystalline structure becomes pliable and ductile. It loses its resistance to change, allowing it to undergo massive deformation without cracking or work-hardening. You are essentially making the material vulnerable, preparing it to be reshaped from the inside out.
Pressure: A Slow, Inexorable Force
Unlike the violent, rapid impacts of hammer forging, hot press forging uses a slow, continuous squeezing action, typically from a massive hydraulic press.
This sustained pressure is key. It ensures the heated, malleable metal flows like a highly viscous liquid, methodically filling every corner and crevice of the mold, or "die." This deliberate application of force allows for the creation of intricate geometries that would be impossible with impact-based methods.
The Die: An Unyielding Blueprint
The heated metal is placed between two dies that contain the negative impression of the final part. As the press closes, the dies become the absolute authority on shape.
- Open Dies: Used for simpler shapes, allowing the metal to flow outward.
- Closed Dies: Encase the workpiece entirely, forcing the metal to conform precisely to a complex, near-net-shape geometry.
The die doesn't just shape the part; it guides the internal grain structure of the metal, which is the secret to its ultimate strength.
The Engineer's Dilemma: Strength vs. Precision
Choosing hot press forging is an exercise in prioritizing non-negotiable requirements. The process offers profound advantages, but they come with clear and accepted compromises.
| Aspect | Hot Press Forging: The Calculated Outcome |
|---|---|
| Primary Advantage | Superior Strength & Toughness. The process aligns the metal's internal grain flow with the part's shape, eliminating weak points and creating exceptional fatigue resistance. |
| Geometric Freedom | Complex Shapes. The ductility of the heated metal allows it to fill intricate die cavities, forming parts that would be prohibitively expensive or impossible to machine from a solid block. |
| Primary Trade-off | Lower Dimensional Accuracy. Metal expands when heated and contracts when cooled. This thermal reality, plus potential surface oxidation, means parts lack the tight tolerances of cold forming or machining. |
| Cost Consideration | Higher Investment. The immense energy for heating, the massive press machinery, and specialized cooling fixtures make it a more expensive process reserved for critical applications. |
The "imperfection" of lower tolerance is not a flaw; it's an accepted variable in the equation for creating a component that will not break under extreme stress. A final machining step is often planned to achieve the required final dimensions.
A Deliberate Choice for Uncompromising Components
You don't choose hot press forging to make a simple bracket. You choose it to make a turbine disc spinning at 10,000 RPM, a crankshaft enduring millions of combustion cycles, or the landing gear strut that ensures a safe return to earth.
It is selected when the design is complex and the mechanical integrity of the component is paramount. It is the definitive choice when the physics of the application demand a level of strength and reliability that other manufacturing methods simply cannot guarantee.
Perfecting a process like this requires more than just a powerful press; it demands rigorous analysis and material science validation at every stage. From verifying the alloy composition before heating to analyzing the grain structure after quenching, the certainty of the final part is born in the laboratory. At KINTEK, we provide the high-performance laboratory equipment and consumables essential for these critical validations.
If you are pushing the boundaries of material performance, we can help ensure your components meet the most demanding specifications. Contact Our Experts
Visual Guide
Related Products
- Special Heat Press Mold for Lab Use
- Ball Press Mold for Lab
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Manual High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Double Plate Heating Press Mold for Lab
Related Articles
- Strength vs. Complexity: The Hidden Reason Your Critical Metal Parts Are Failing
- How to choose a laboratory hot press
- Beyond Glue: The Controlled Alchemy of Hot Press Lamination
- Beyond the Press: The Art and Science of Shaping Materials with Heat and Pressure
- Hot Pressing Polymers: The Deliberate Pursuit of Flawless Material Integrity


















