
The Illusion of Simplicity
On the surface, creating a high-density component from powder seems straightforward: take a mold, add powder, and apply heat and pressure. It’s a recipe that sounds almost primal.
Yet, this simplicity is an illusion. The real challenge, and where material science becomes an art, is not that you apply force, but how you apply it. The method of pressurization inside a vacuum hot pressing furnace is one of the most critical decisions an engineer makes—a choice that dictates the final part's integrity, performance, and reliability.
The Physics of Persuasion
Heat alone is a powerful agent. It gives atoms the energy to move, making the material particles malleable and willing to bond. But willingness isn't enough.
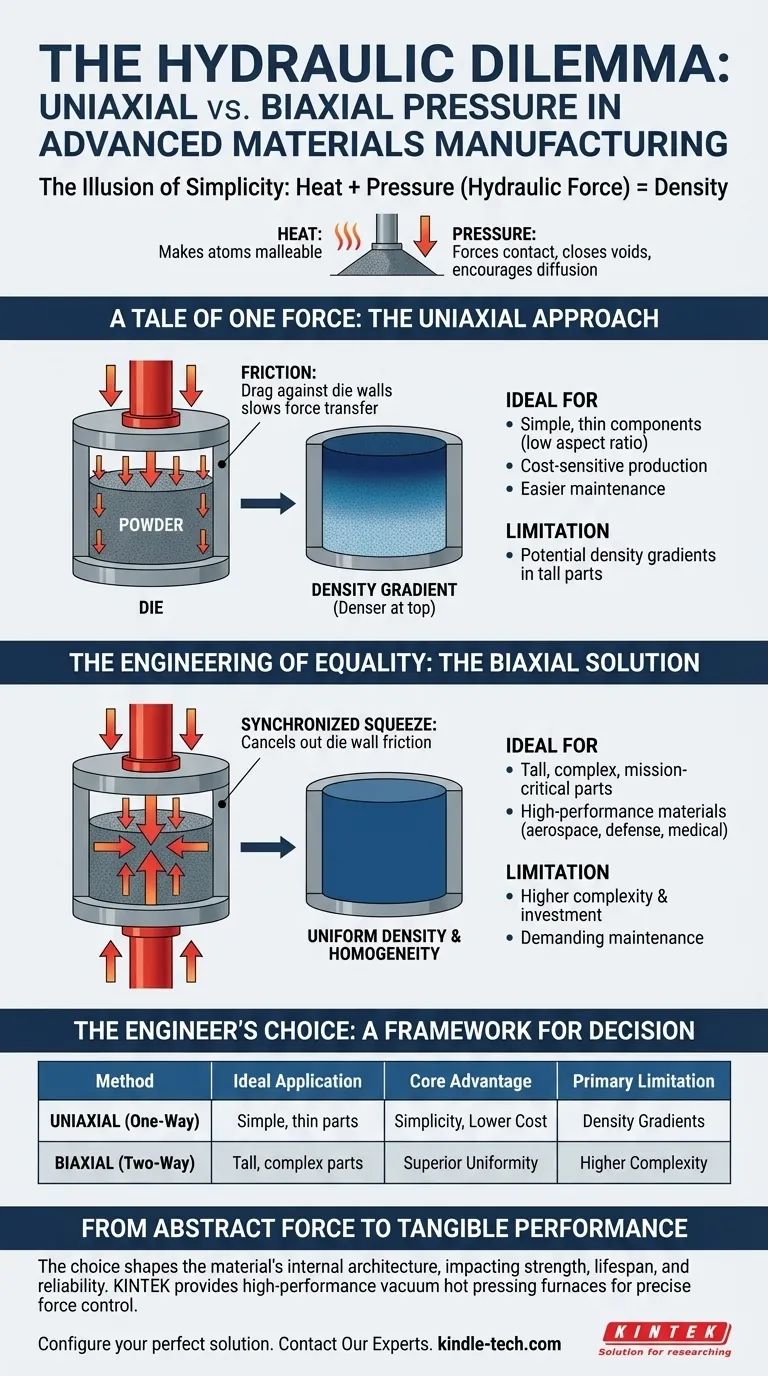
Pressure is the act of persuasion. It's the immense, directed force that physically closes the microscopic voids between powder particles. It overcomes the material's reluctance, forcing intimate contact and encouraging the atomic diffusion that creates a single, dense, monolithic part.
This is the elegant role of the hydraulic system. Using an incompressible fluid, it translates the work of a small pump into tons of controlled, precise force, giving us the power to reshape matter at a fundamental level.
A Tale of One Force: The Uniaxial Approach
The most common method of applying this force is uniaxial pressurization. A single hydraulic ram, typically acting from above, presses down on the material inside a die. The bottom punch remains stationary. It is a direct, powerful, and mechanically simple solution.
The Unseen Drag
Imagine the powder particles as a crowd in a narrow hallway. When pushed from one end, the people at the front move easily. But friction against the walls slows the transfer of motion. The people at the back feel a much weaker, delayed push.
The same happens inside the die. The powder particles closest to the moving ram receive the full compressive force. But as that force travels deeper into the compact, friction between the powder and the die walls bleeds away its energy. This creates a density gradient—the part is denser at the top than at the bottom.
When Simple is Smart
For many applications, this is perfectly acceptable. In components that are thin or have a low aspect ratio (wider than they are tall), the effect of this friction is negligible. The uniaxial system's simplicity, lower cost, and easier maintenance make it the intelligent, pragmatic choice for a vast range of products.
The Engineering of Equality: The Biaxial Solution
What if a density gradient is not acceptable? What if your component is tall, complex, or destined for a mission-critical application where any internal inconsistency is a potential point of failure?
This is where the biaxial system demonstrates its brilliance. Instead of one ram pushing from above, two opposing hydraulic rams apply force simultaneously from both the top and the bottom.
The Pursuit of Homogeneity
This is not a push; it is a synchronized squeeze. The two pressure fronts meet in the middle of the material compact, effectively canceling out the primary effects of die wall friction.
Every particle, regardless of its position, experiences a nearly identical compressive force. The result is a component with outstanding density uniformity and homogeneity. This structural integrity is essential for high-performance ceramics, advanced alloys, and composite materials used in aerospace, defense, and medical implants.
The Price of Perfection
This elegant solution comes at a cost. A biaxial press is mechanically more complex, requiring sophisticated control systems to perfectly synchronize the opposing rams. This translates to a higher initial investment and more demanding maintenance protocols. It is a deliberate choice made when the goal is ultimate material performance, and compromise is not an option.
The Engineer's Choice: A Framework for Decision
The selection is not a matter of which system is "better," but which is right for the goal. The decision is a strategic balance of performance, geometry, and cost.
| Pressurization Method | Ideal Application | Core Advantage | Primary Limitation |
|---|---|---|---|
| One-Way (Uniaxial) | Simple, thin components; cost-sensitive production. | Simplicity, lower cost, easier maintenance. | Potential density gradients in tall parts. |
| Two-Way (Biaxial) | Tall, complex, or high-performance parts. | Superior density uniformity and homogeneity. | Higher complexity and investment. |
From Abstract Force to Tangible Performance
The choice between a uniaxial and biaxial system is where abstract engineering principles become tangible performance characteristics. It's a decision that shapes the unseen internal architecture of a material, directly impacting its strength, lifespan, and reliability.
Achieving this translation from theory to reality requires the right instrument. At KINTEK, we provide the high-performance vacuum hot pressing furnaces that allow engineers to orchestrate these forces with precision. Whether your project demands the pragmatic simplicity of a uniaxial system or the uncompromising performance of a biaxial one, our team is ready to help you configure the perfect solution for your laboratory needs.
Understanding your goals is the first step to achieving them. Contact Our Experts
Visual Guide
Related Products
- Vacuum Hot Press Furnace Machine Heated Vacuum Press
- Vacuum Hot Press Furnace Machine for Lamination and Heating
- Touchscreen Automatic Vacuum Heat Press
- Vacuum Hot Press Furnace Heated Vacuum Press Machine Tube Furnace
- Electric Heated Hydraulic Vacuum Heat Press for Lab
Related Articles
- Comprehensive Guide to Vacuum Hot Press Furnace Application
- Vacuum Hot Press Furnace: A Comprehensive Guide
- The Architecture of Nothing: How a Vacuum Furnace Masters Material Transformation
- The Purity Paradox: Choosing the Heart of Your Vacuum Hot Press Furnace
- Defeating the Void: The Quiet Power of Vacuum Hot Pressing



















