
The Hidden Weakness in Strong Metal
Imagine a critical component inside a high-speed laboratory centrifuge or a structural fitting on an industrial press. To the naked eye, it appears solid, a monolith of strength. Yet, its true vulnerability lies hidden deep within its crystalline structure—a microscopic landscape of grain boundaries and potential voids.
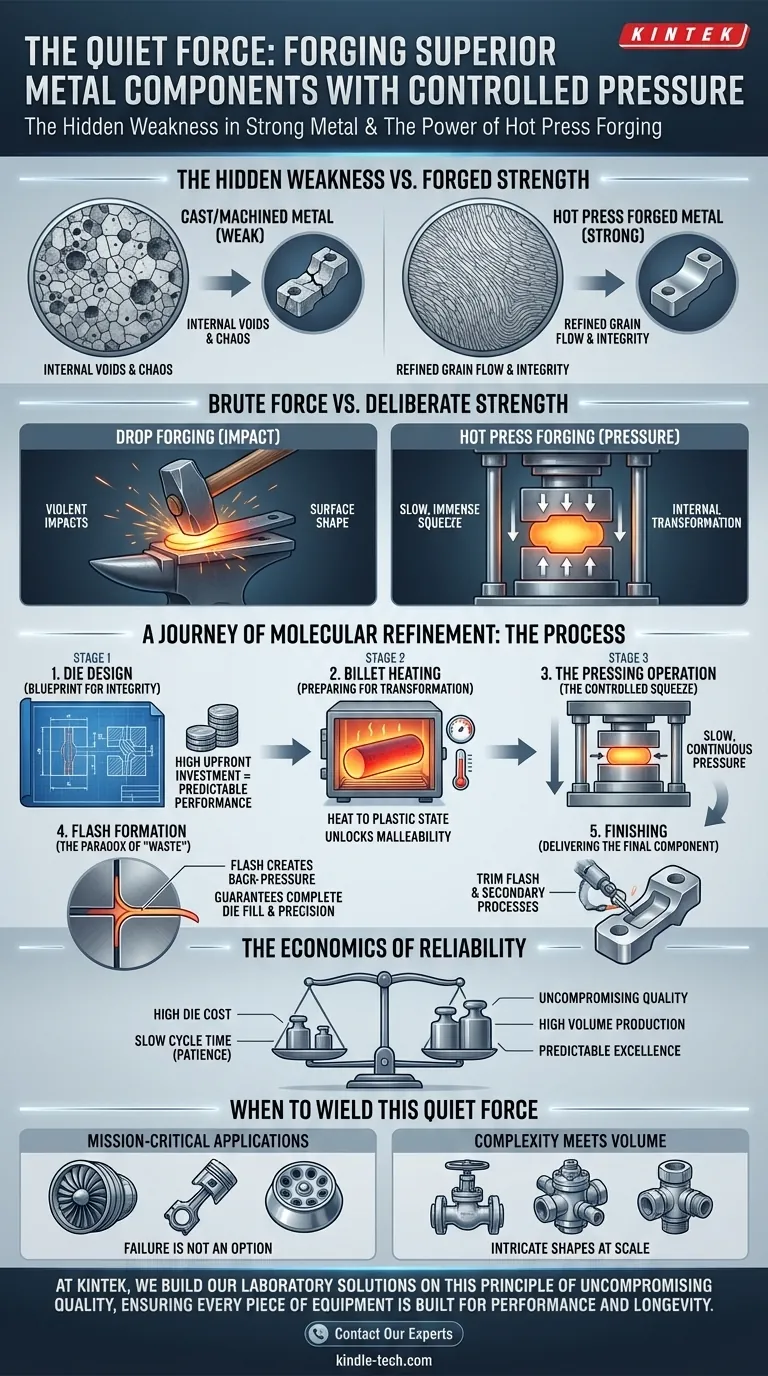
Catastrophic failure often begins at this invisible level. This is why the method used to shape a piece of metal is as important as the metal itself. It’s not about just creating a shape; it's about instilling integrity from the inside out.
Brute Force vs. Deliberate Strength
When we think of forging, we often picture the violent, percussive blows of a hammer. That's one way, known as drop forging. But there is a quieter, more methodical approach: hot press forging.
Instead of a series of impacts, hot press forging applies a single, continuous, and immense pressure. It’s the difference between punching dough and slowly kneading it. One creates a surface shape, but the other transforms the internal structure entirely. This slow application of force is the key to forging superior mechanical properties.
A Journey of Molecular Refinement
The journey from a raw metal billet to a high-fatigue component is a masterclass in controlled metallurgy. Each step is deliberate, designed to organize the metal’s internal chaos into a uniform, resilient structure.
H3: The Blueprint for Integrity: Tool & Die Design
The process begins not with heat or pressure, but with engineering. The dies—hardened steel molds—are meticulously designed. They are the blueprint for the part's final form and, more importantly, for its internal grain flow.
The significant upfront cost of these dies isn't just for a mold; it's an investment in the part's final, predictable performance.
H3: Preparing for Transformation: Billet Heating
Next, a billet of raw metal is heated in a furnace. The goal isn't to melt it, but to bring it to a precise temperature where it becomes plastic and malleable.
This is the moment the metal's rigid crystalline lattice unlocks, making it receptive to change without cracking or weakening. It’s prepared for its transformation.
H3: The Controlled Squeeze: The Pressing Operation
The heated billet is placed in the lower die. A hydraulic or mechanical press then drives the upper die down with a slow, powerful, continuous squeeze.
This pressure penetrates deep into the core of the metal, forcing the grains to reorient and refine themselves along the contours of the die. Voids are compressed and eliminated. The result is a dense, uniform grain structure that gives the part its exceptional fatigue resistance and tensile strength.
H3: The Paradox of "Waste": The Role of Flash
As the dies close, a small amount of excess material squeezes out into a thin ribbon around the part. This is called "flash."
Far from being a defect, flash is a crucial, planned feature. As this thin ribbon cools and resists flow, it creates back-pressure inside the die cavity. This pressure ensures the metal completely fills every intricate detail of the mold, creating a near-net-shape part with incredible precision. What appears to be waste is actually a guarantee of quality.
The Economics of Reliability
Choosing hot press forging is a strategic decision, driven by a clear understanding of its trade-offs.
- The High Cost of Certainty: The robust, heat-resistant dies are expensive. This makes the process best suited for medium-to-high volume production runs where the cost can be amortized over thousands of reliable parts. It's the price paid for predictable excellence.
- Patience as an Engineering Virtue: The slow cycle time is a direct trade-off for quality. Speed is sacrificed to ensure the pressure has time to work its magic deep within the material, a compromise that is non-negotiable for critical applications.
| Key Stage | Primary Action | Core Outcome |
|---|---|---|
| Die Design | Engineer high-strength tooling | Defines part geometry and internal integrity |
| Billet Heating | Heat metal to a plastic state | Unlocks the material's malleability |
| Pressing | Apply slow, continuous pressure | Refines and aligns the grain structure |
| Flash Formation | Manage excess material flow | Ensures complete die fill and sharp detail |
| Finishing | Trim flash and perform secondary processes | Delivers the final, precise component |
When to Wield This Quiet Force
Ultimately, the decision to use hot press forging is a psychological one, rooted in how much risk you are willing to accept.
- Choose it when failure is not an option. For mission-critical parts in aerospace, automotive, or high-performance lab equipment, the refined grain structure provides a safety margin that other processes cannot.
- Choose it when complexity must meet volume. For intricate shapes that need to be produced reliably and consistently at scale, the process justifies its initial investment.
In a laboratory, the integrity of every part—from a centrifuge rotor to a valve in a high-pressure system—is paramount. The equipment is only as reliable as its weakest component. Understanding the deep metallurgical discipline behind a process like hot press forging is what separates dependable tools from potential liabilities.
At KINTEK, we build our laboratory solutions on this very principle of uncompromising quality, ensuring every piece of equipment is built for performance and longevity. Contact Our Experts
Visual Guide
Related Products
- Vacuum Hot Press Furnace Machine for Lamination and Heating
- Automatic High Temperature Heated Hydraulic Press Machine with Heated Plates for Lab
- Ball Press Mold for Lab
- Automatic Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press 25T 30T 50T
- Manual Heated Hydraulic Press Machine with Heated Plates for Laboratory Hot Press
Related Articles
- Beyond Glue: The Controlled Alchemy of Hot Press Lamination
- The Unseen Physics of Perfection: Mastering Heat, Pressure, and Time
- Comprehensive Guide to Vacuum Hot Press Furnace Application
- Defeating the Void: The Quiet Power of Vacuum Hot Pressing
- The Purity Paradox: Choosing the Heart of Your Vacuum Hot Press Furnace


















